Category: Subtraction
Subtraction final project – CNC drawer chest
Proposal:
I once saw a really cute drawer chest in Muji, and I was so obsessed with the simplicity and delicacy.
Then I really wanted to design and make one for my own, especially with thin materials, with CNC joinery.


————————————————————————–
Week 11: testing joints
#1 basic joinery and wood glue
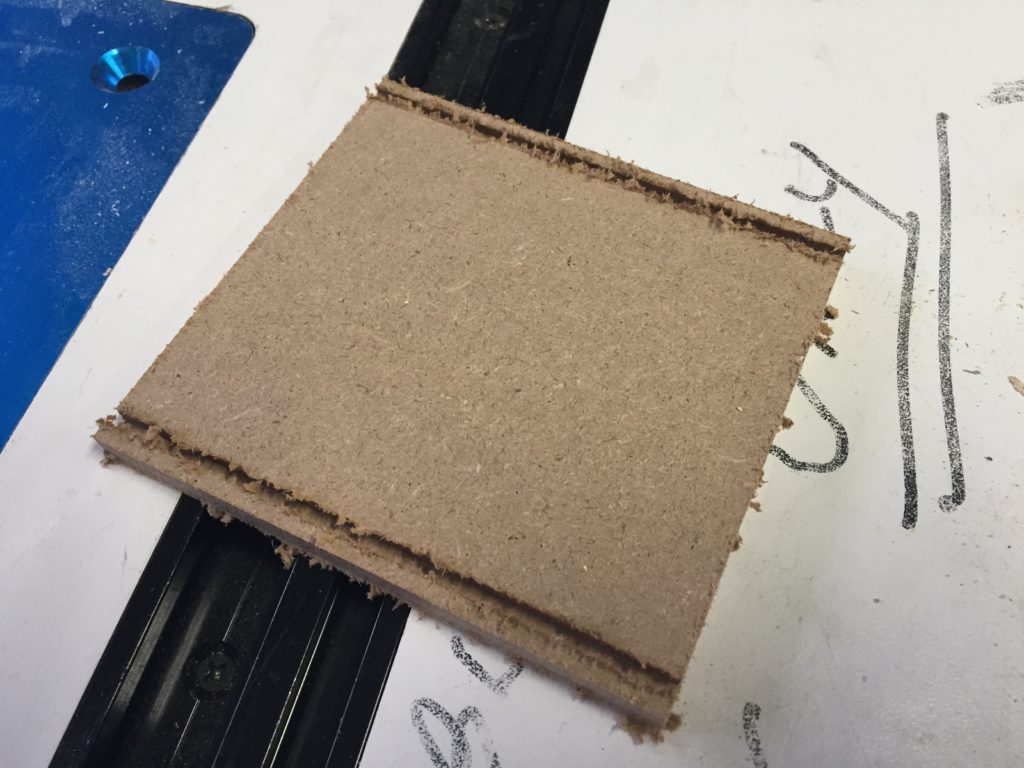
Ordered 1/4″ MDF for I was so envious of that delicacy, and for Ben said MDF is good for CNC.
I started from testing with basic CNC joinery. As before, a 0.005″ tolerance was set whenever two planes touched each other.
And a first try with wood glues.

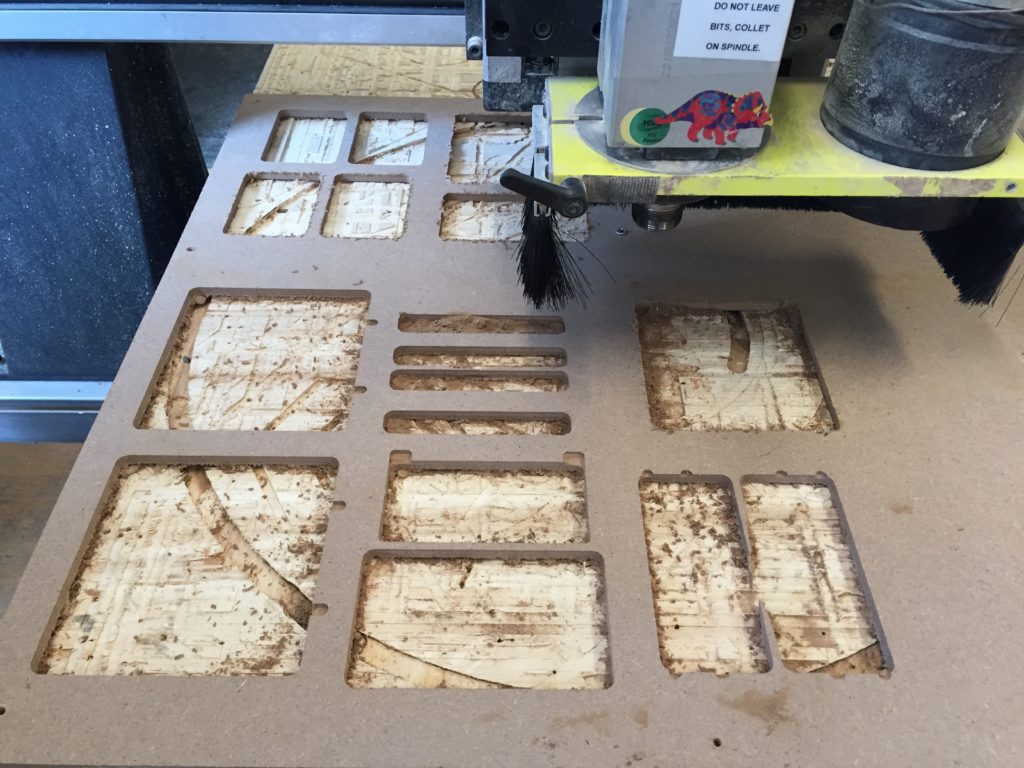
Something to note was, small pieces would pop out from board near totally being cut out.

And I found a solution: hit the black stop button as soon as it popped out. It saved a lot of small piece later on.

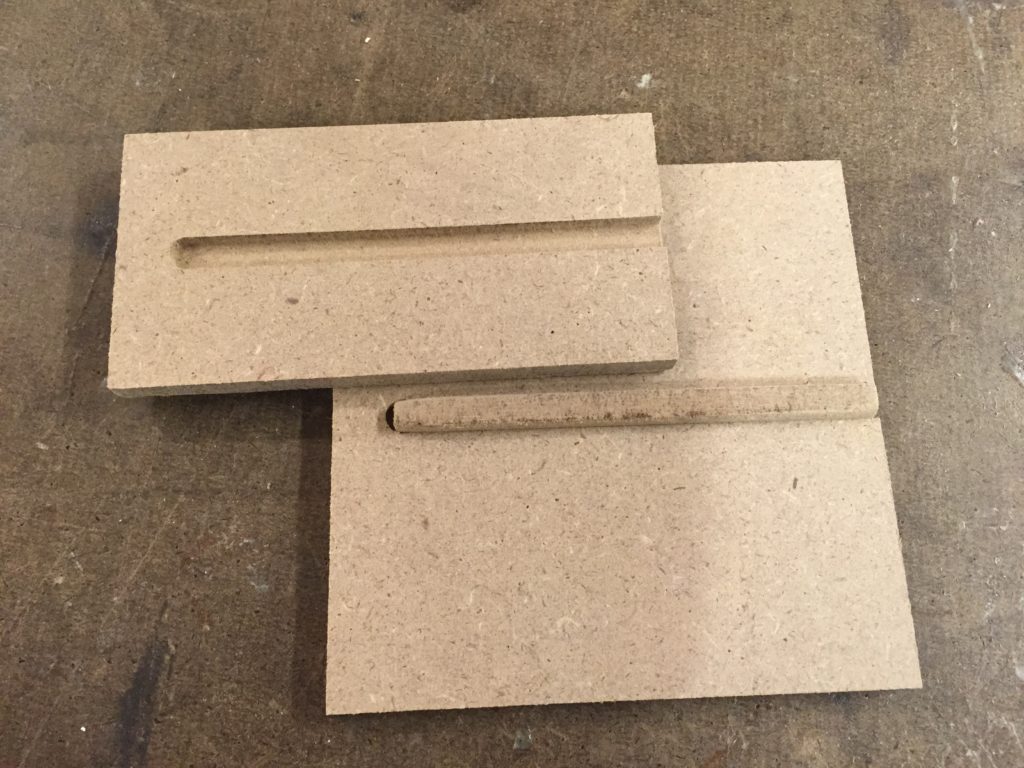
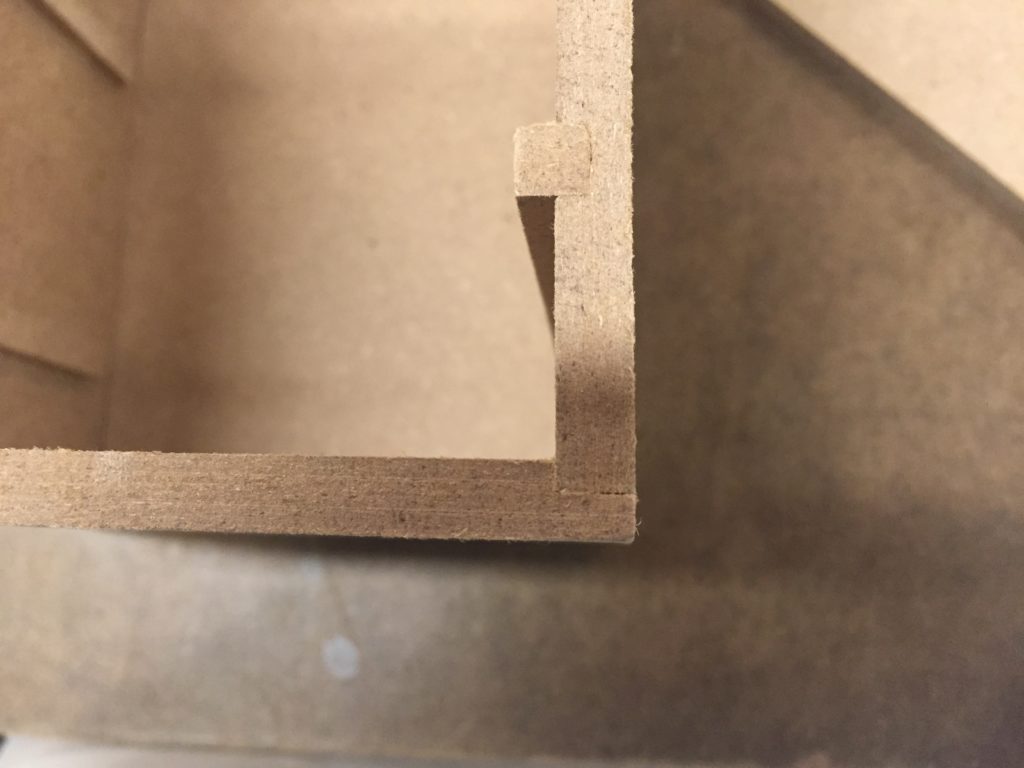
#2 slides
As for the slides this was one design that I thought applicable, putting slides inside the wall of chest with slots on the drawers.

Considering the limitations of CNC, rounded corners were made into the design. Tolerance were set as the same.

Then I found three things:
- my slide was too wide, calculated incorrectly as 1/2″ instead of 1/4″ (my boards are all 1/4″);
- the board was not actually 1/4″ but 0.254″, that was why the slide felt too snug, and I had to sand it hardly.
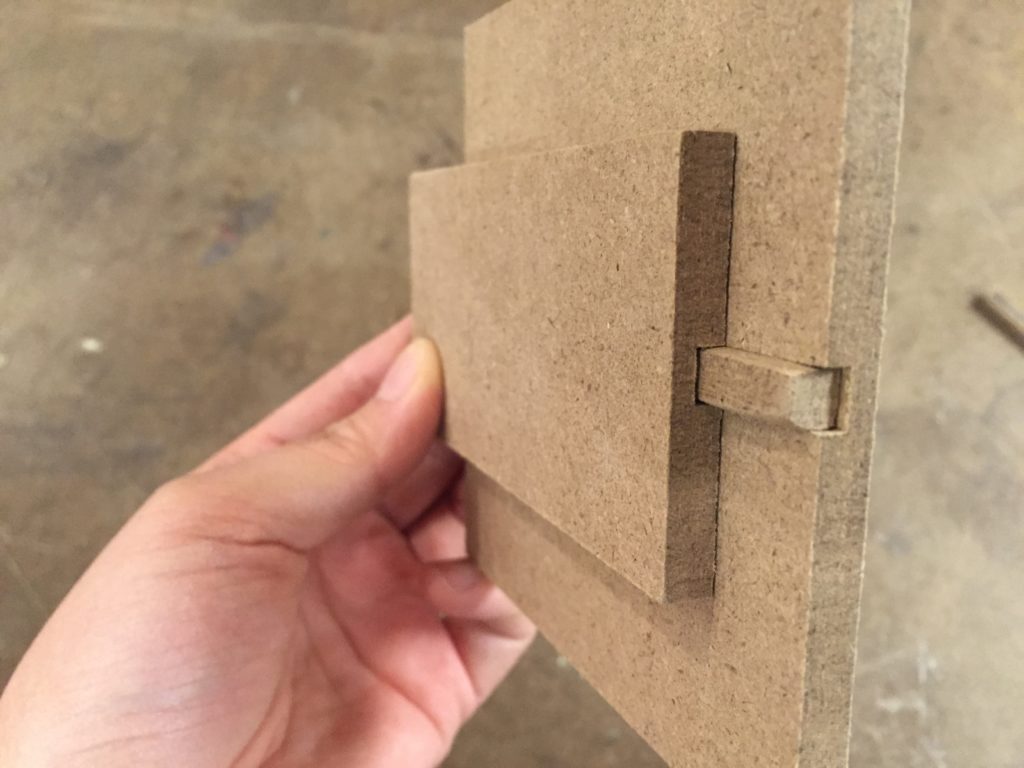
- the slide was not meant to be snug in both side. It should be tightly fit inside the wall of the chest, but allowing the slot of drawer passing through easily at the same time.
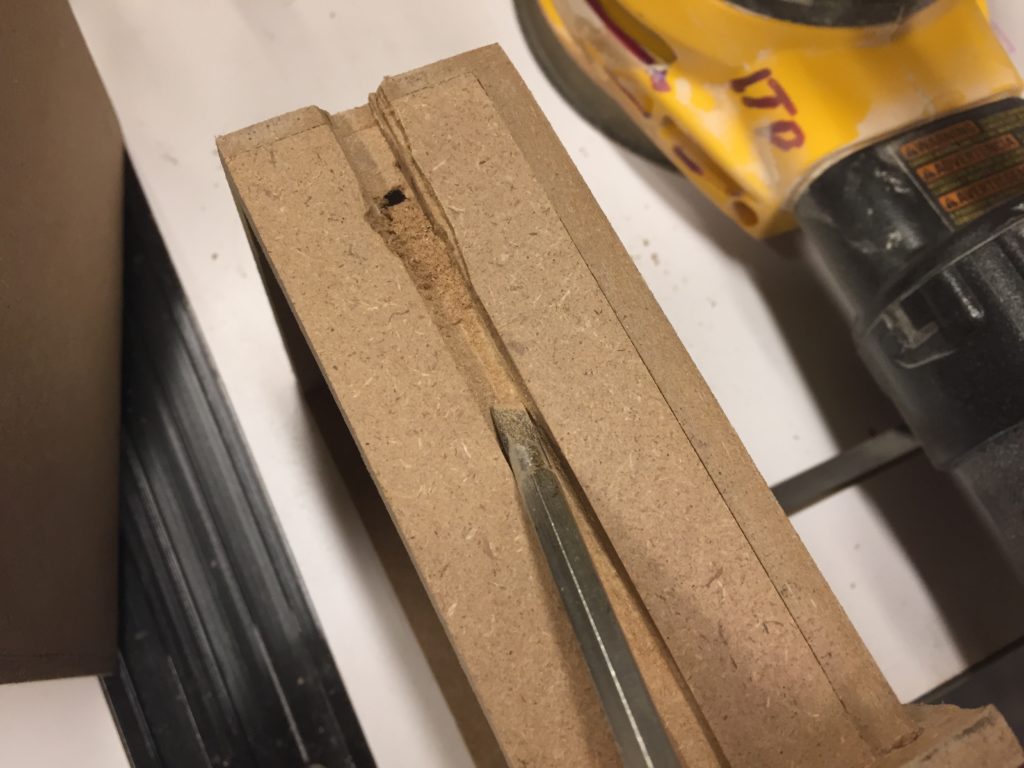
Then I carefully cut it in half to decrease its width.
Then it was perfect.
————————————————————————–
Week 12: the drawer
#1 multiple bits in a job
That time I tried to start from designing the drawer, making it 4″ x 2″ and 4″ in depth.
You can actually see a lot of mistakes in this design. I was designing a box instead of a drawer, and I didn’t have rounded corners for inner pocketing. Went back and forth a lot between CAD and CAM for this sort of trouble shooting.
I thought the slot and pocketed joint can only exist on the same side (double side job sounded troublesome), then I’ll need two 1/8″ slots on the bottom piece for this kind of design.
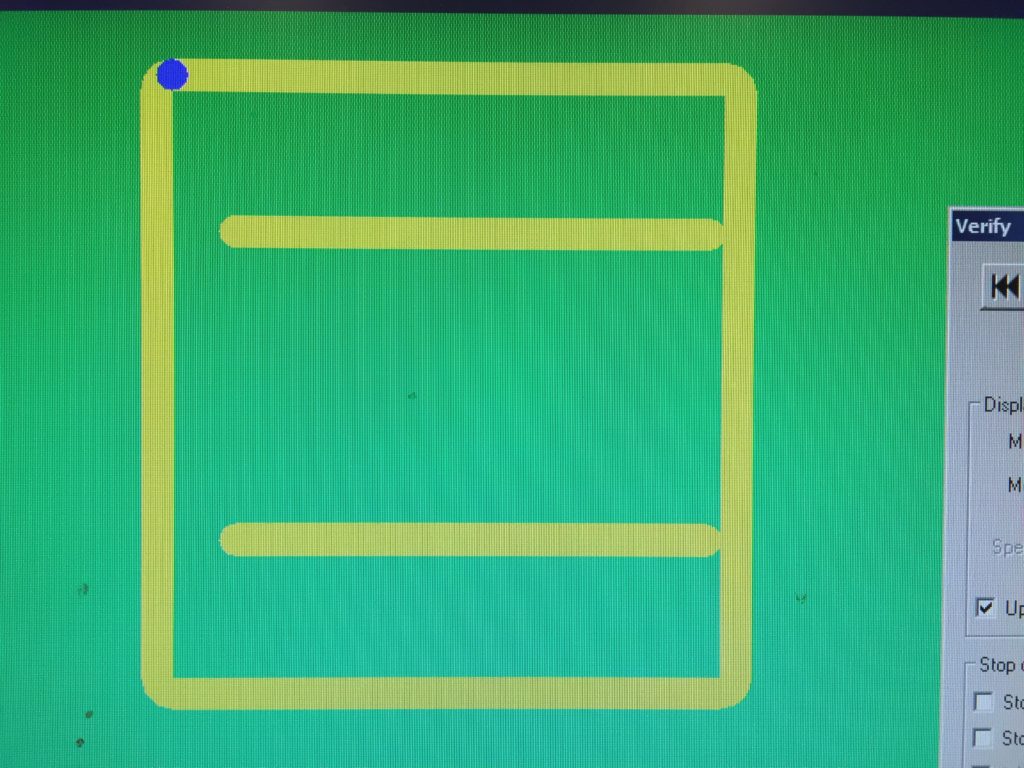
And MasterCAM gladly accepted my request.
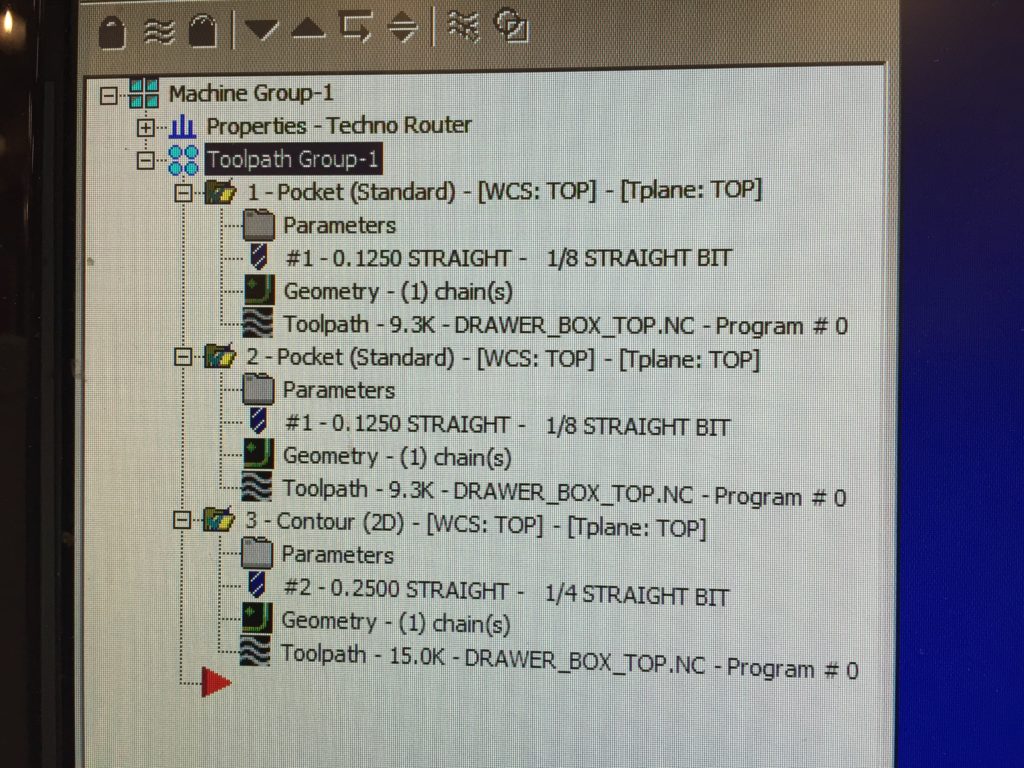
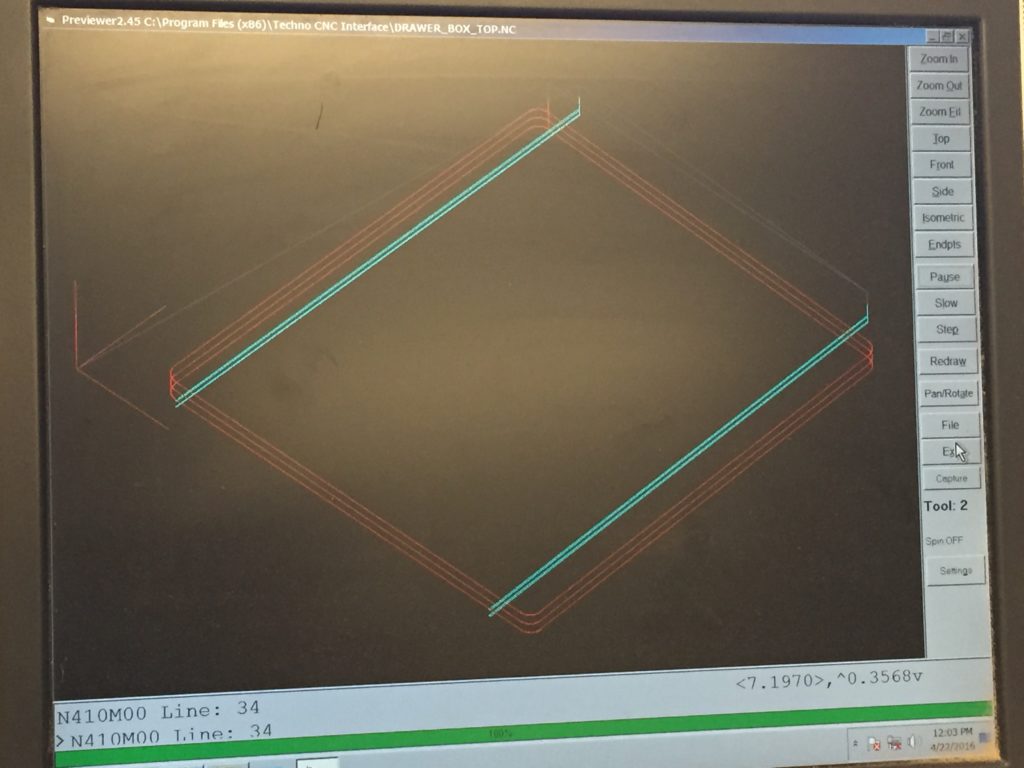
It seemed good in Techno Router as well, displaying different tools using different colors.
I was careful to lower the cutting parameters.
Seemed just good.

Gladly it automatically paused and prompted me to switch tool when finishing the first job.
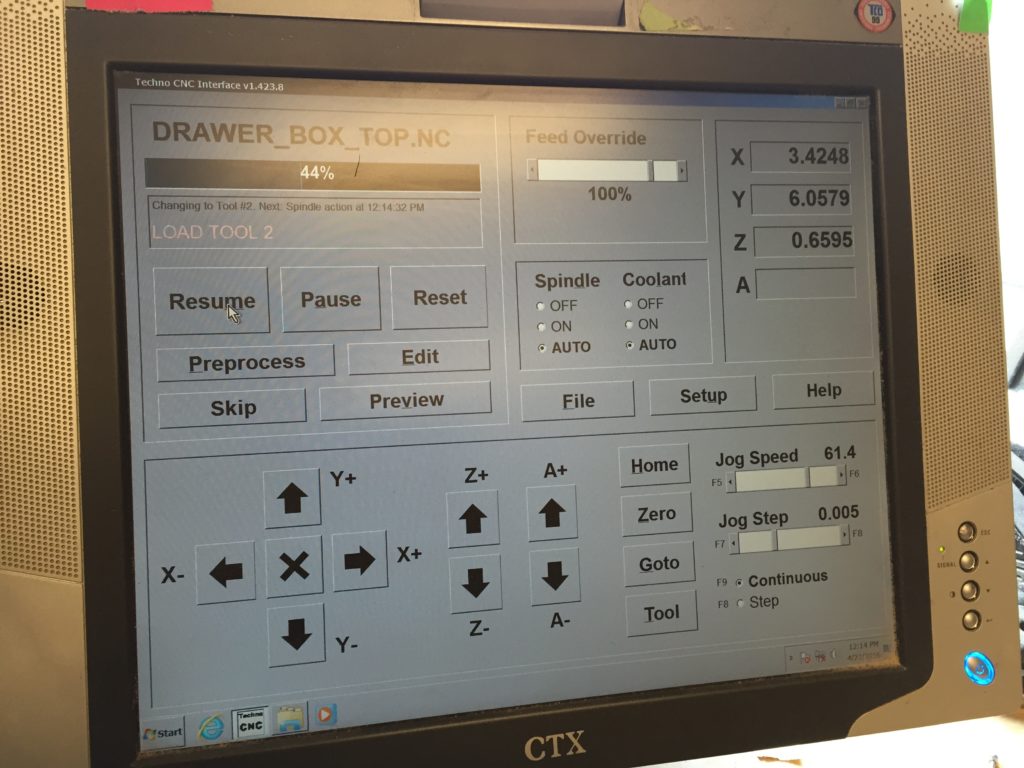
Then I changed my bit and wanted to Zero All in the origin. I tried Homing X, but surprisingly it moved all the way to the extreme reach of machine instead of the zero points I set. (What I needed was actually Goto rather than Homing.)
Then I thought about trying to only reset zero on Z without zeroing X and Y.

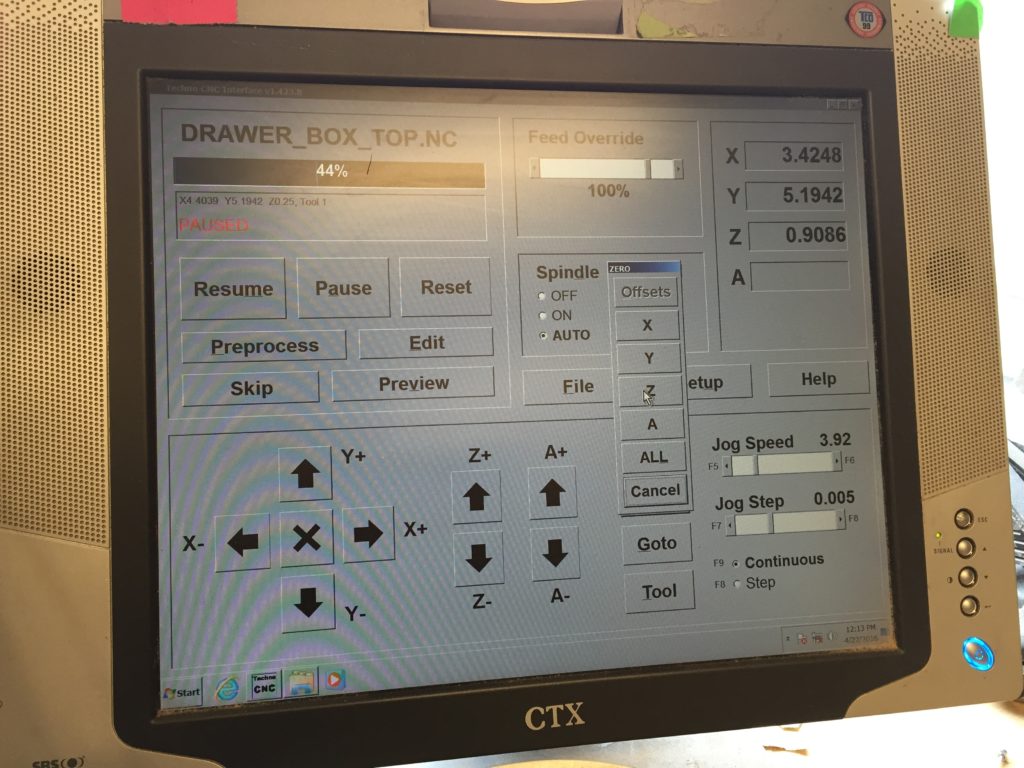
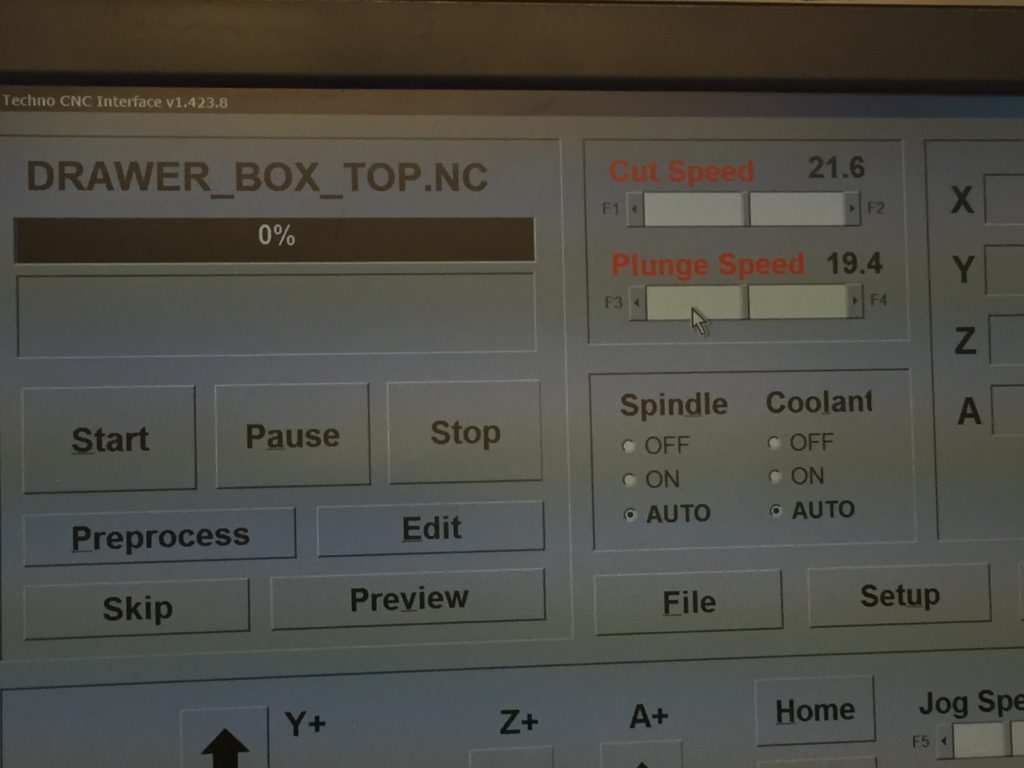
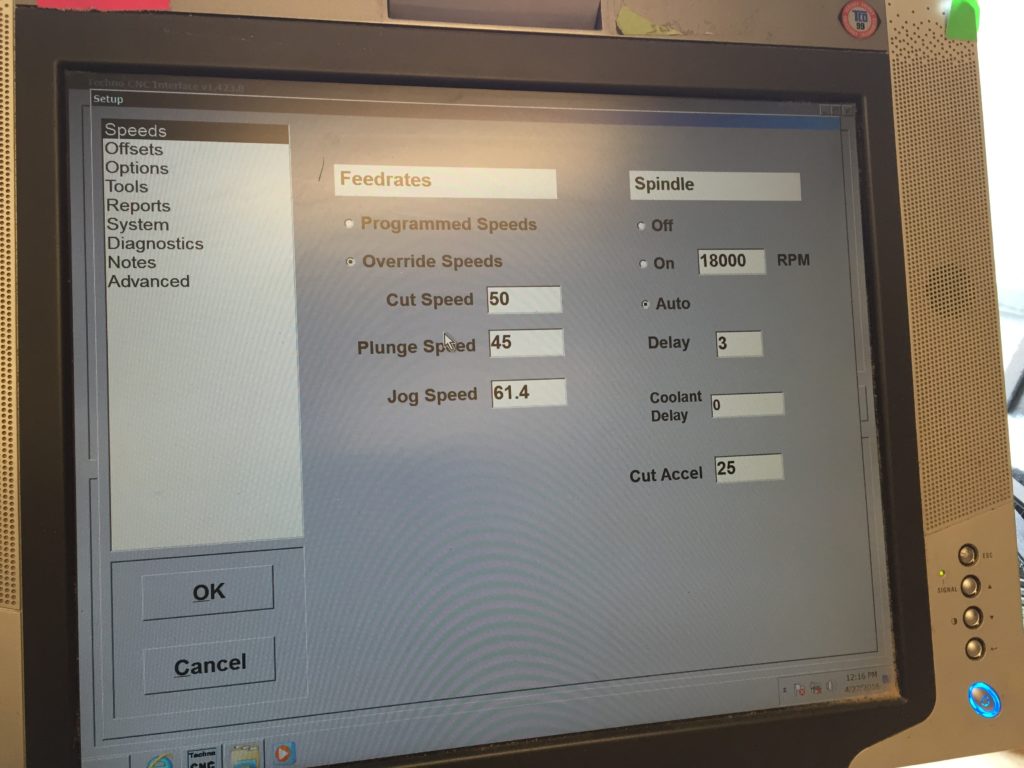
Then I found the bit moving very slow…and realized I didn’t change cut and plunge speeds after switching bit. It seemed the only place to change them was in this Setup dialog.
Nicely finished.
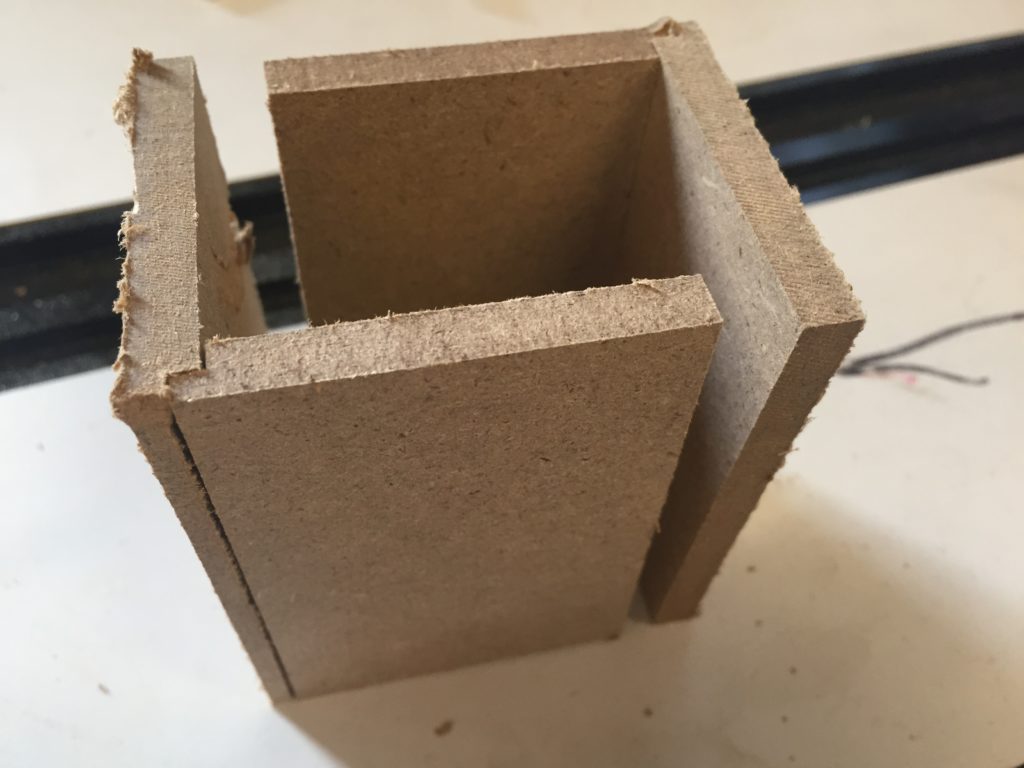
#2 second design and full cutout
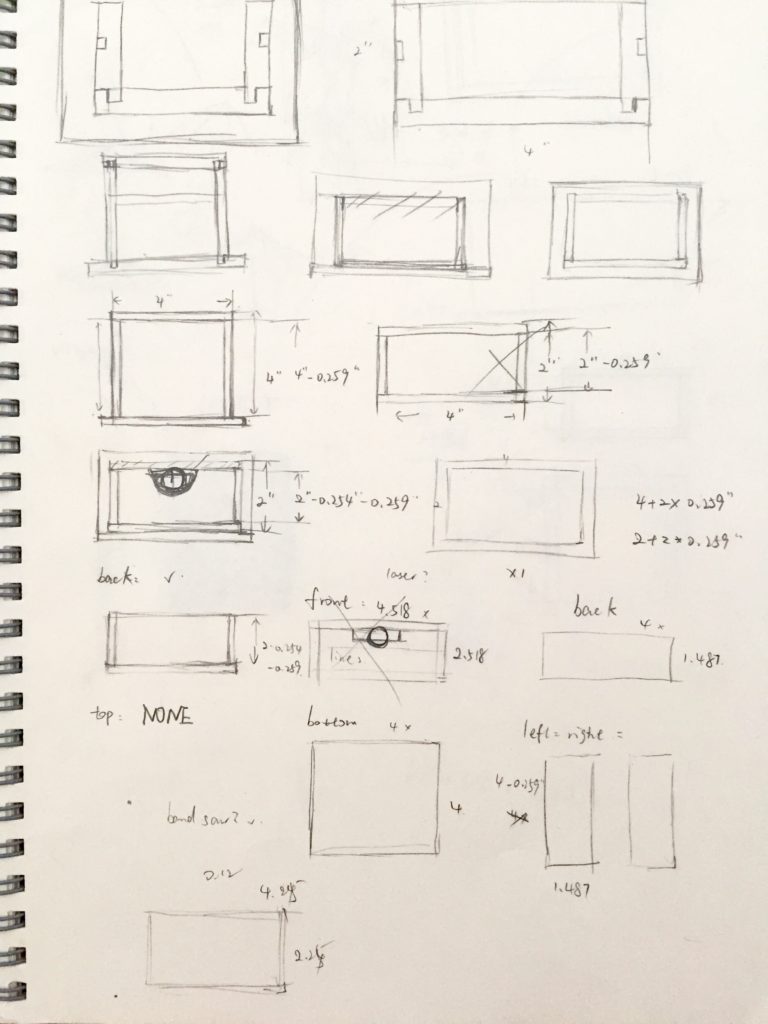
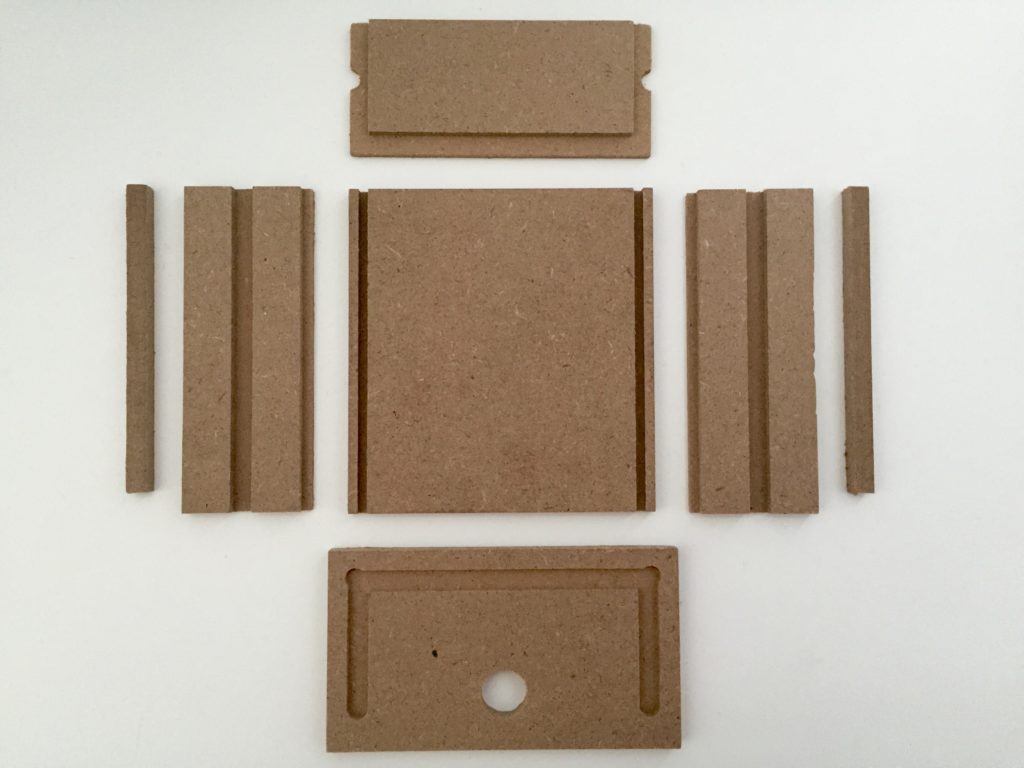
The other day I suddenly realized that I don’t need six faces for a drawer 😛 And I needed rounded corners, two sliders, and a hole in front piece to open the drawer, etc.
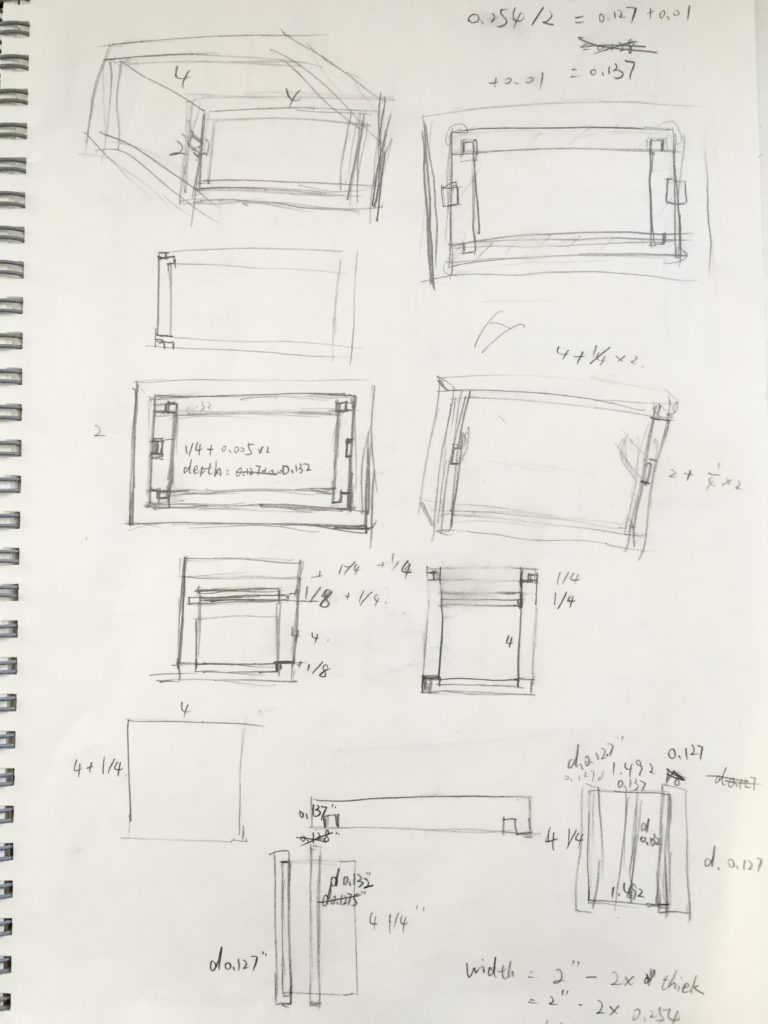
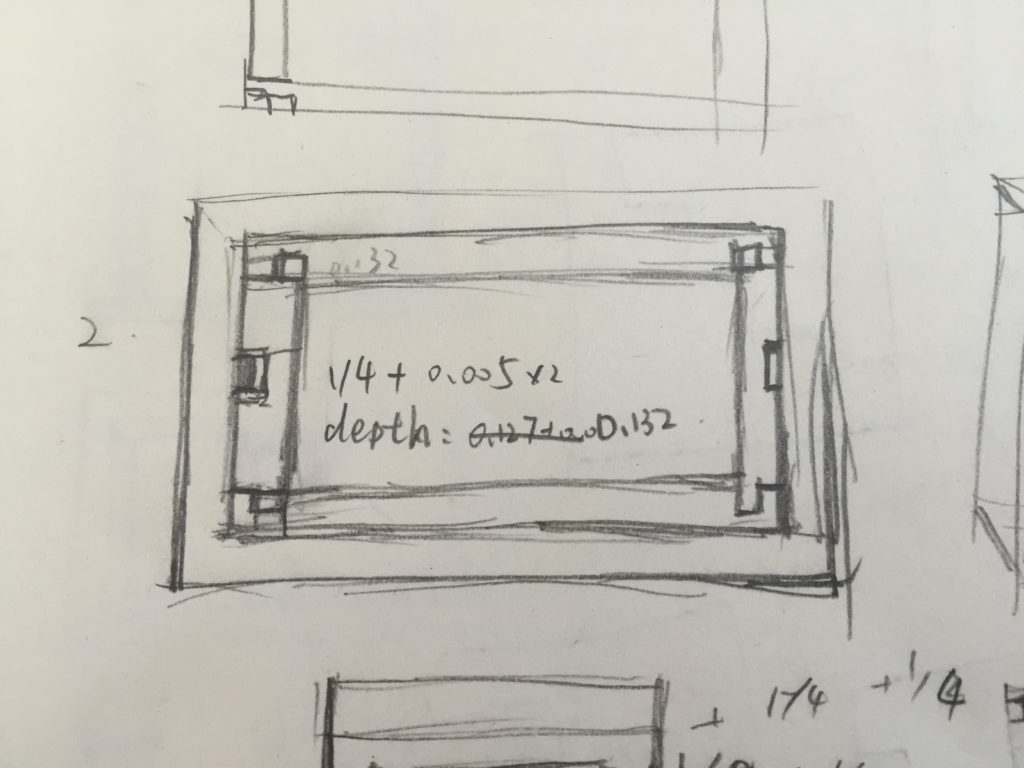
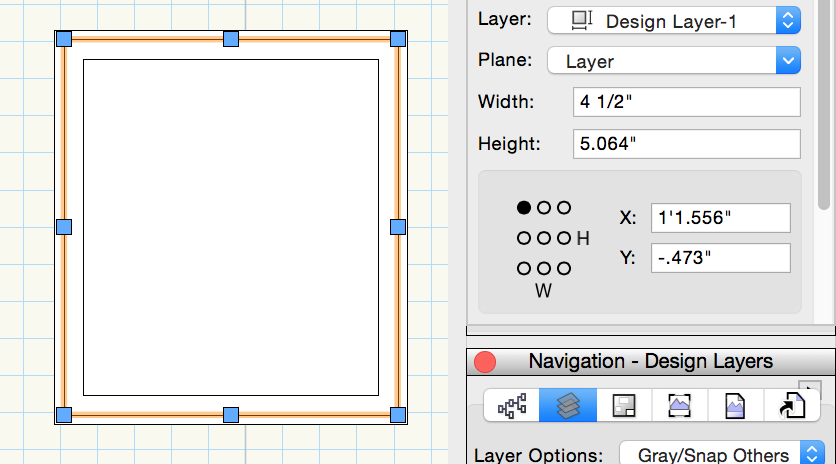
And this was the second design, with a lot of settings in tolerance. If my piece measures 0.254″ in average, then the pocketed concave in front piece should be as wide as 0.254″ + 2 x 0.005″ to make it snug, and the side slot should be 0.254″ + 2 x 0.01″ to let it slide easily, things like that.
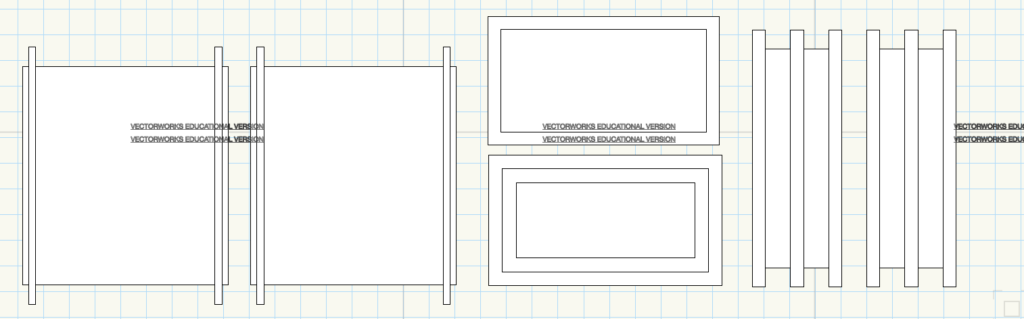
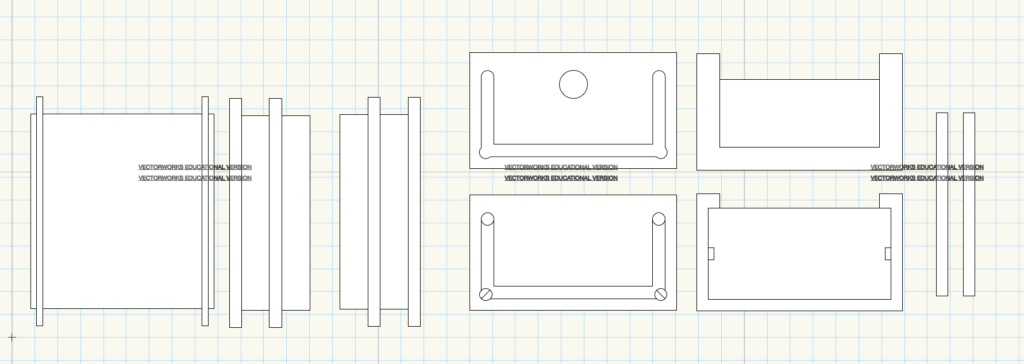
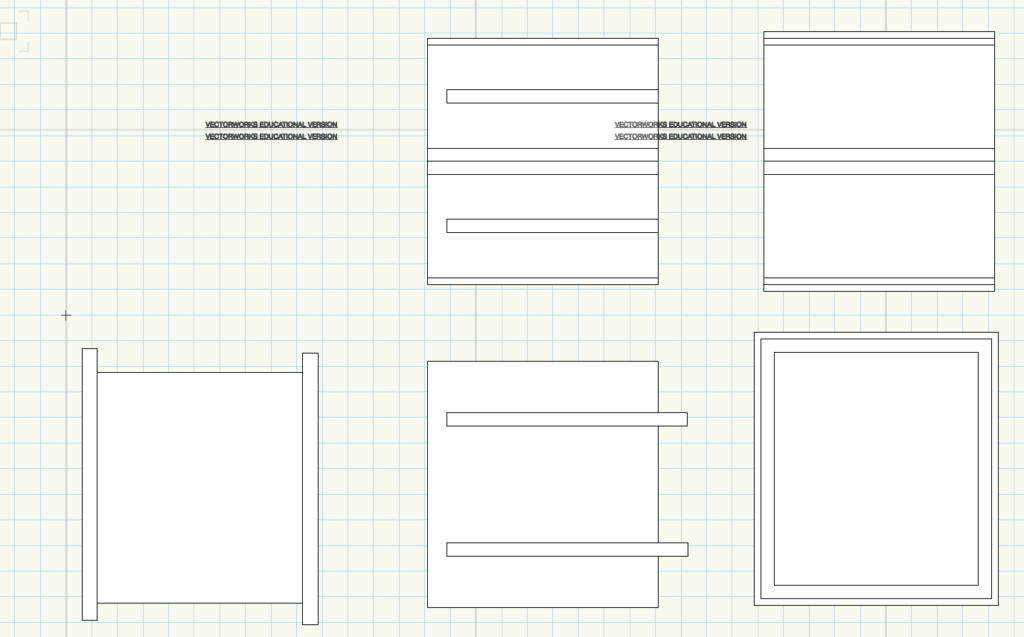
2nd design in Vectorworks.
Hit pause whenever it popped.

Finally.
Finish.




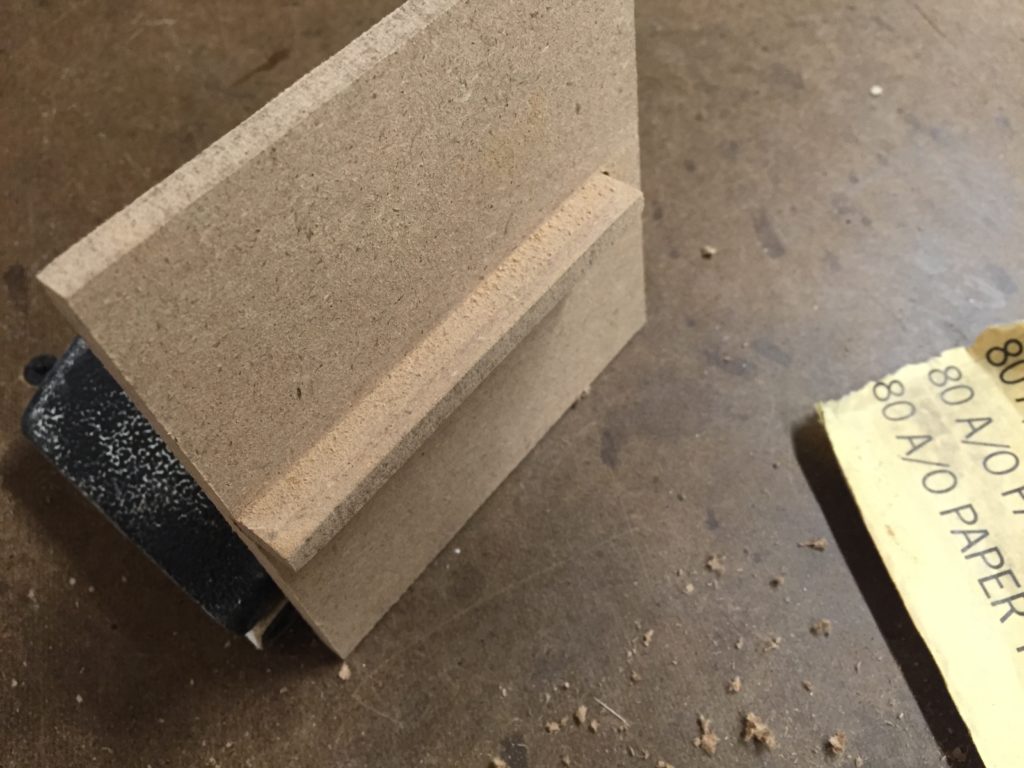
Just when I glued them together everything seemed fine except that the face is not very perpendicular to the slide. Should have laid it down like what I did later:

————————————————————————–
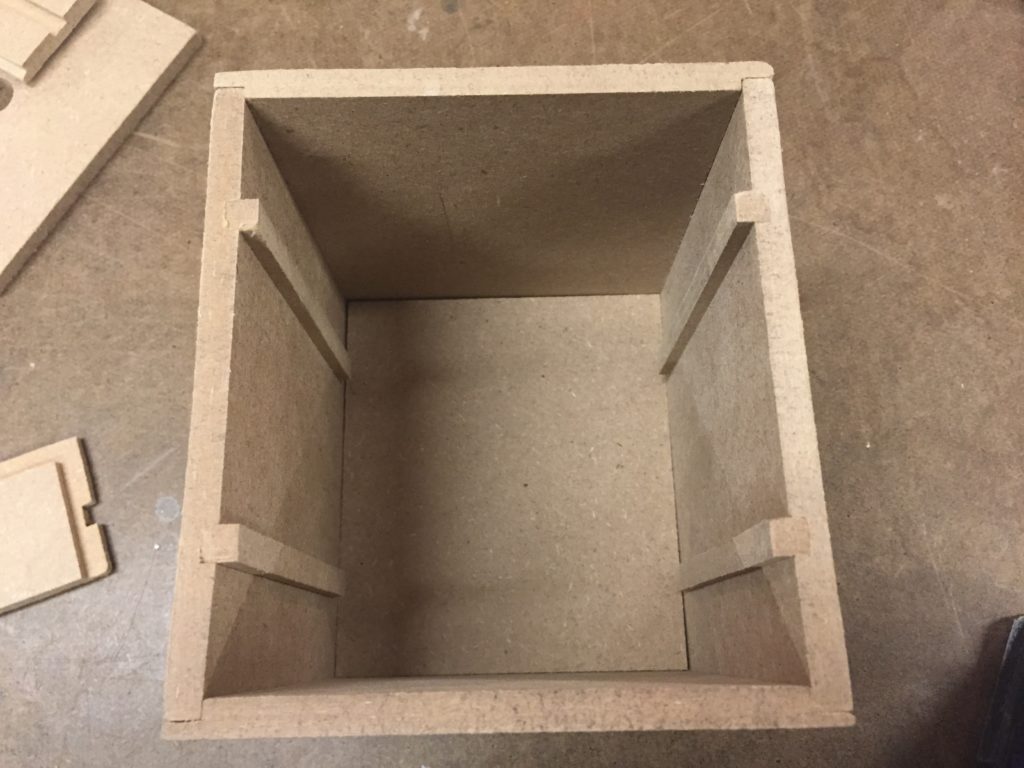
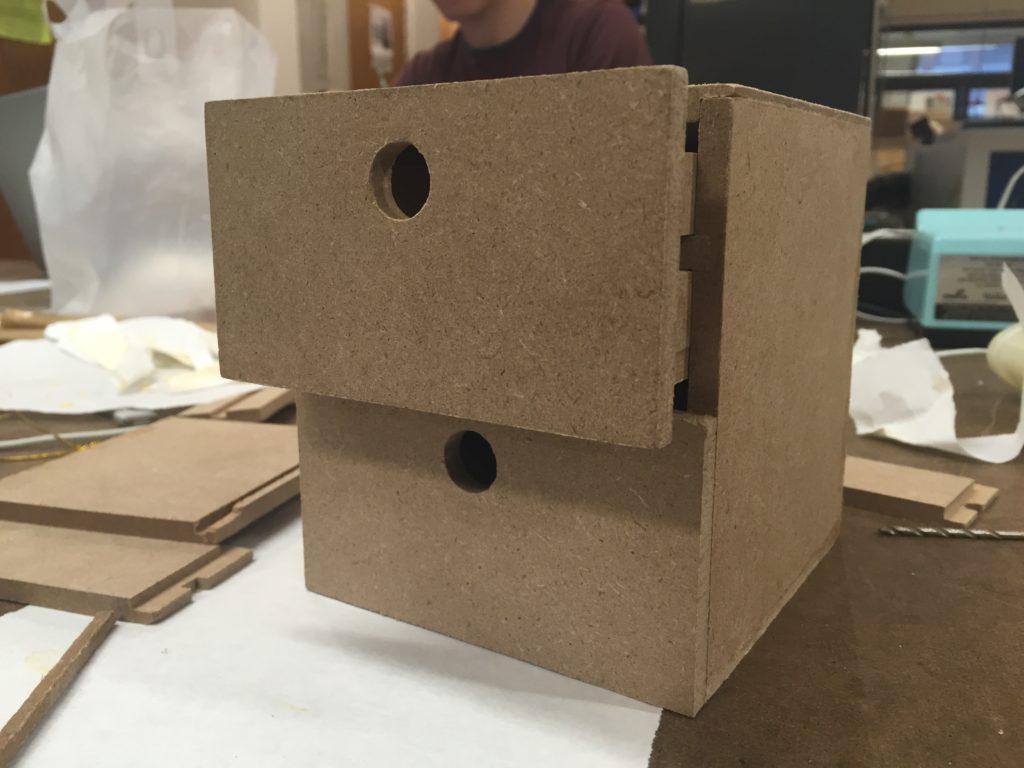
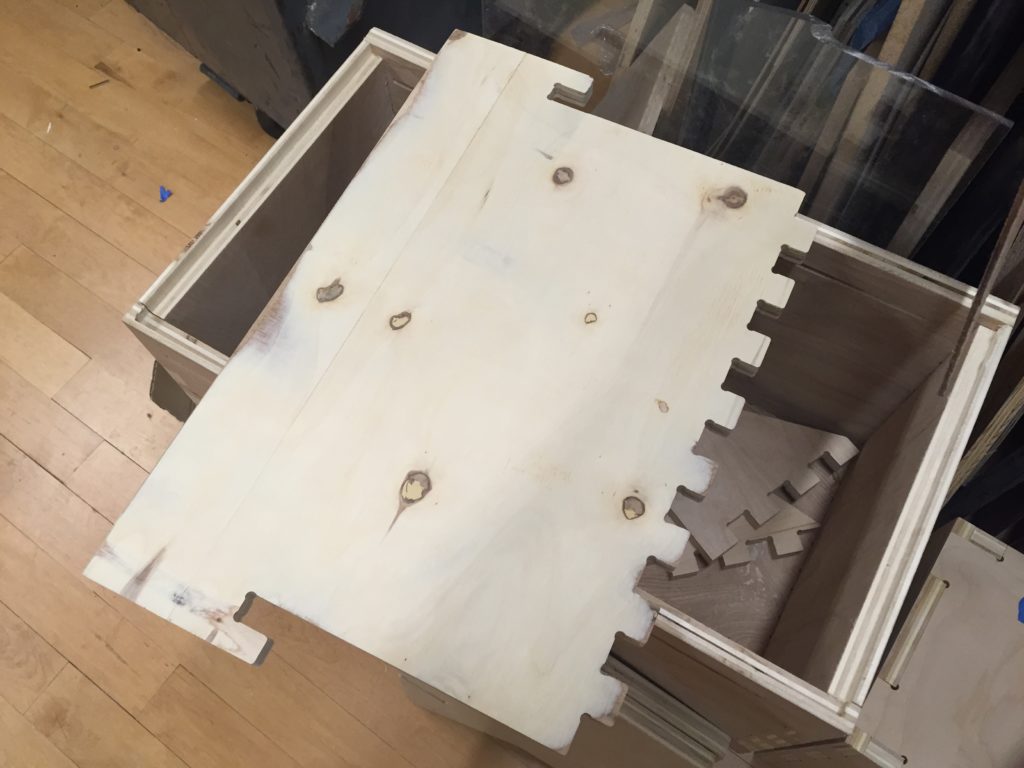
Week 13: the drawer chest
I designed the chest based on my drawer, with two slots on each side of the wall to hold two drawers. (below is 2nd draft)
It still includes a lot of back and forth trouble shooting like incomplete pocketing.
1st draft
My first draft turn out to be good, but when I put my drawer to the bottom slots, I found that it didn’t fit well to the bottom layer, because the tolerance inside of chest is not set nicely.
And the pocketing turned out to be not very precise as well, that why the size of my chest even shrank after gluing.

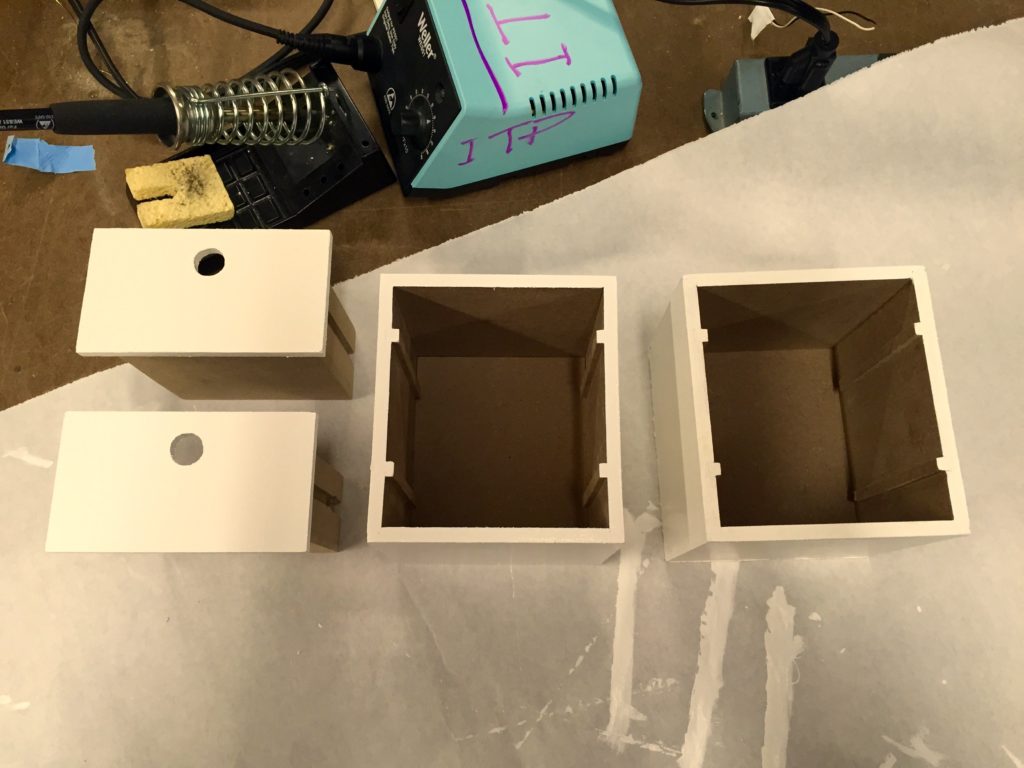
2nd draft
I tried another design with more tolerance inside.
It turned out that the pocketing is not as precise as routing. The same design resulted in pieces with different depth, and it also seems that the tolerance set in machine is not as dominant as how good you set the zero of Z axis on the machine.
Luckily I think this shallow-pocketed piece in the bottom is actually good for allowing more tolerance for the drawer.
This time I use this technique to get it glued more precisely and clean.
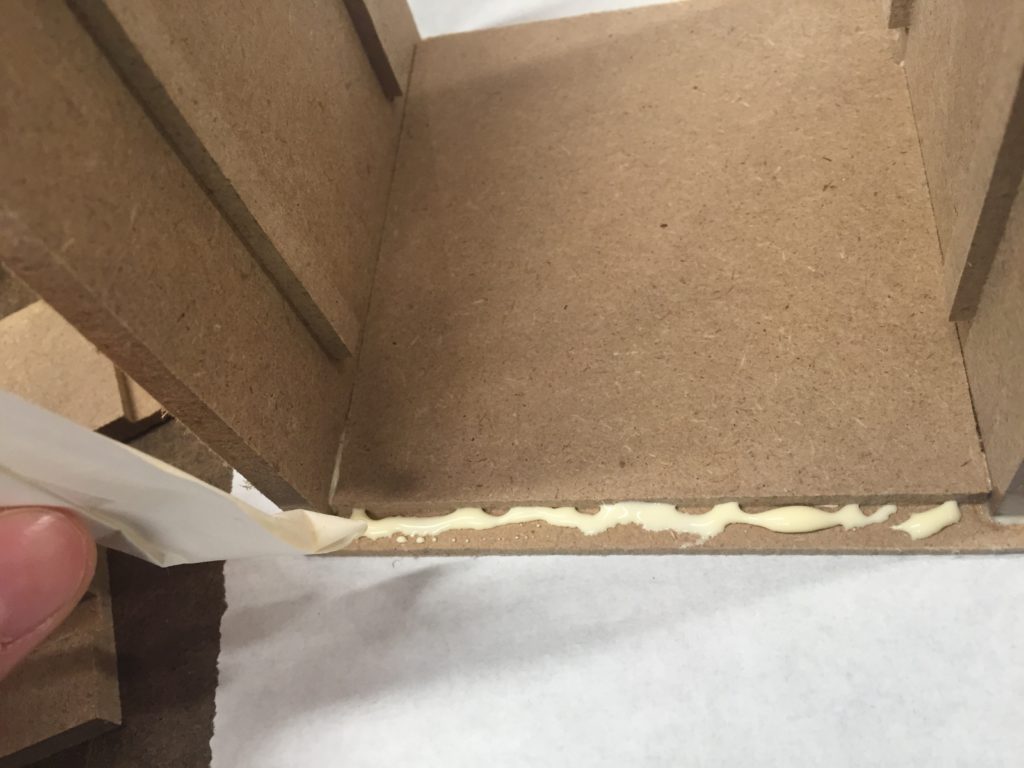
But it turned out that since I used less glue, the tolerance set for gluing was wasted so the inner size of chest shrank even more…
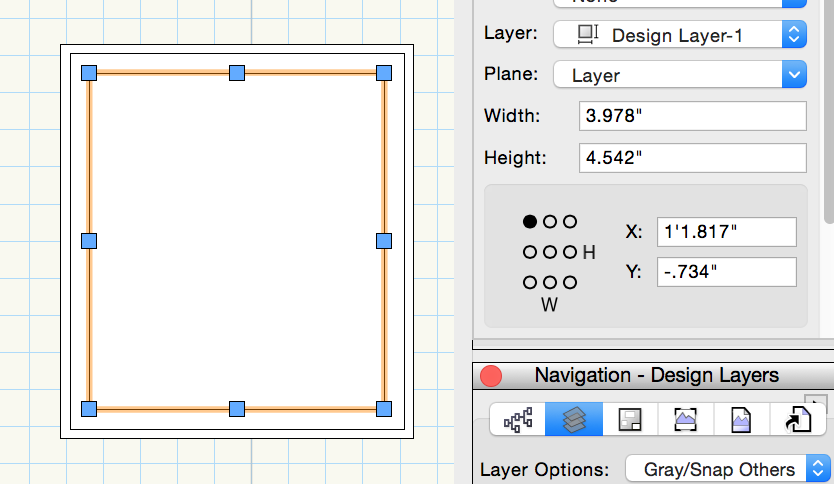
outer width = 4.5″
inner width = 3.978″
board thickness = 0.254″ ~ 0.256″
each side has (4.5-3.978)/2 – 0.255 = 0.006″ tolerance
And the tolerance was not filled by glue.

Bit broke for I paused, moved it somewhere unexpected, and hit resume. Then it goes wildly and broke.
The other drawer was just bad for this unexpected uneveness of pocketing.

I tried sanding and it just took forever.

Then I tried hand router and just not that good.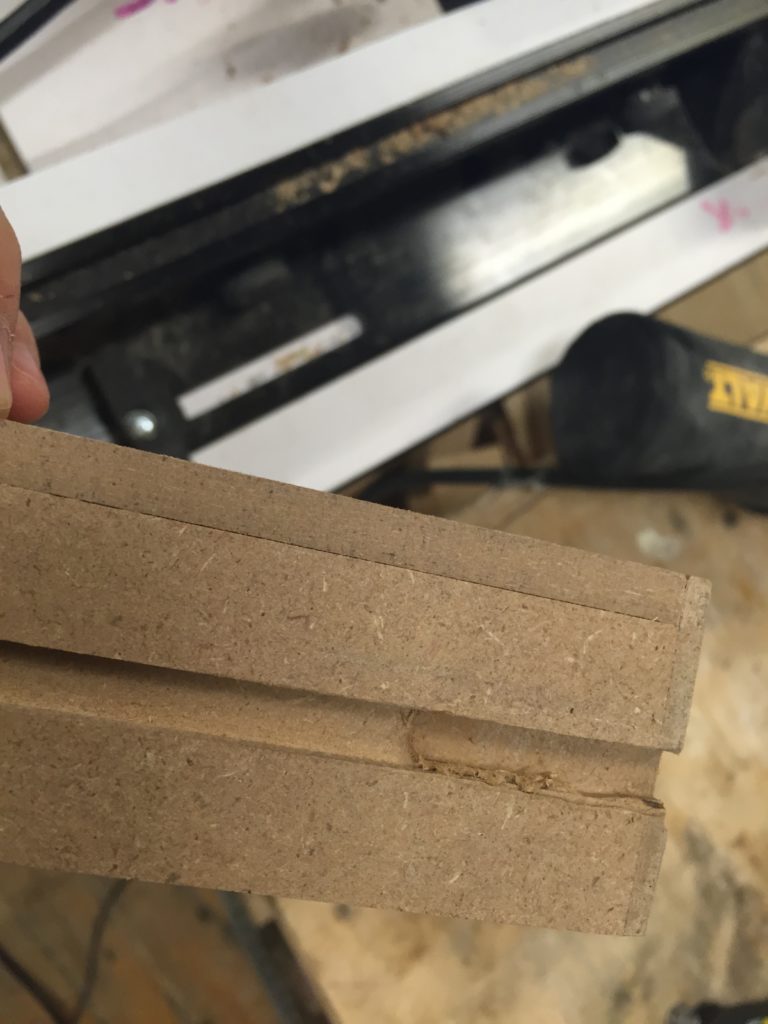
It turned out that the best solution is screw driver.
And since they are super snug for 2nd draft I had to sand them super hard.


Eventually they fit nicely.
And then paint it.

[week10] 4 Axis practice v2
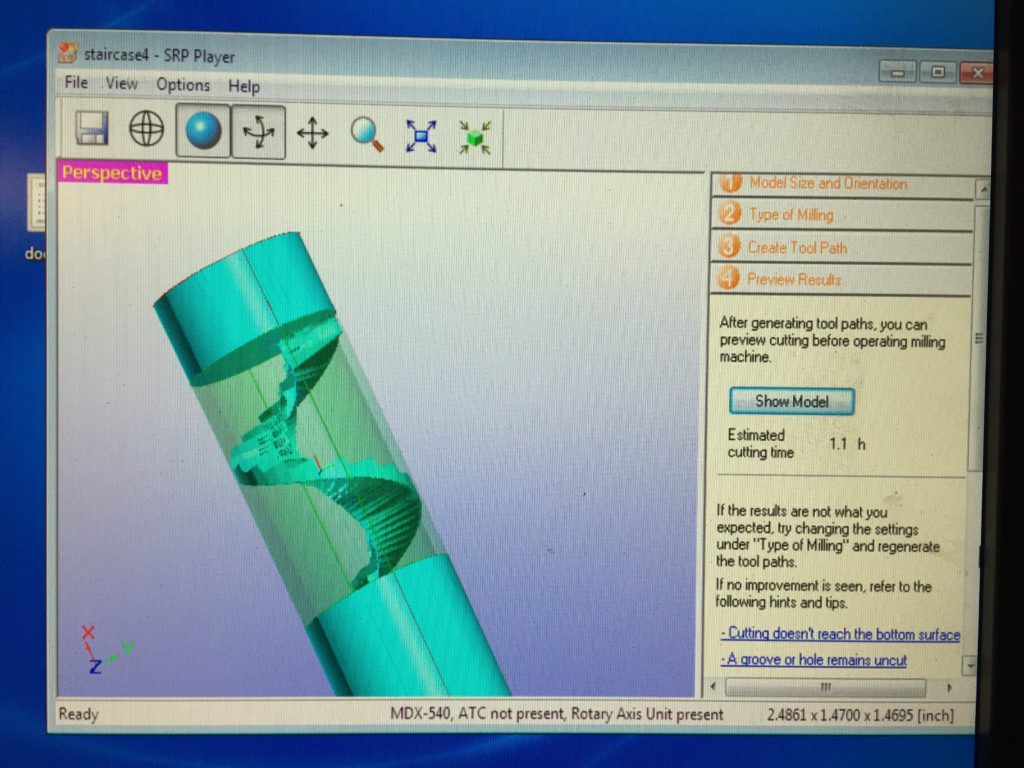
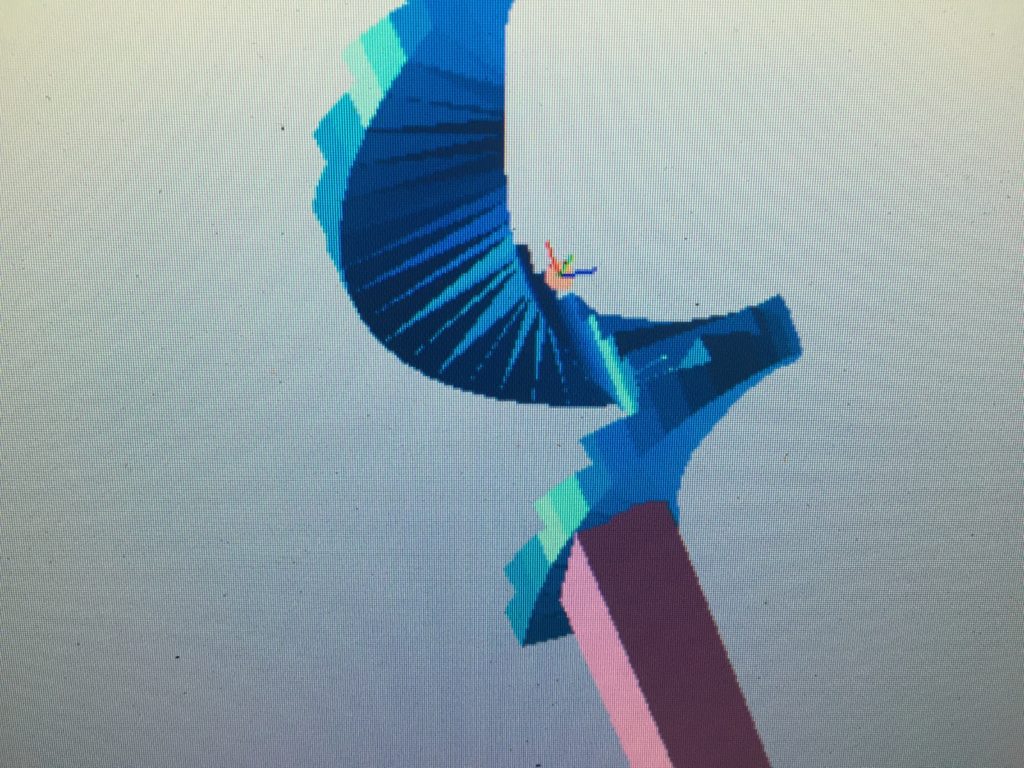
I really wanted to do something fancy and spiral, and I think stairs would be great. And when I search online I found a built-in stair tool inside Vectorworks, so I created the model with the tool easily.
It’s all about try and fail and learn and try again.
First try
First time when I set everything up, it says x should be at least 6.87″, but my delrin rod is 6″, so I need to decrease the number of stairs.
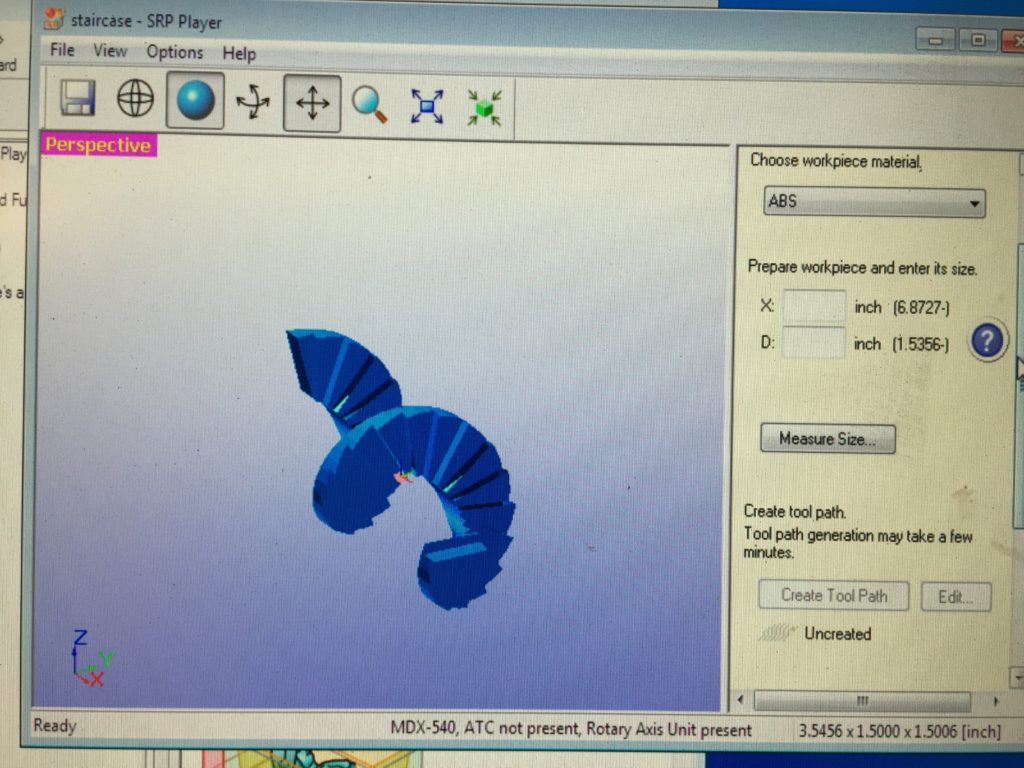
Then I suddenly realized that the end of staircase is so fragile.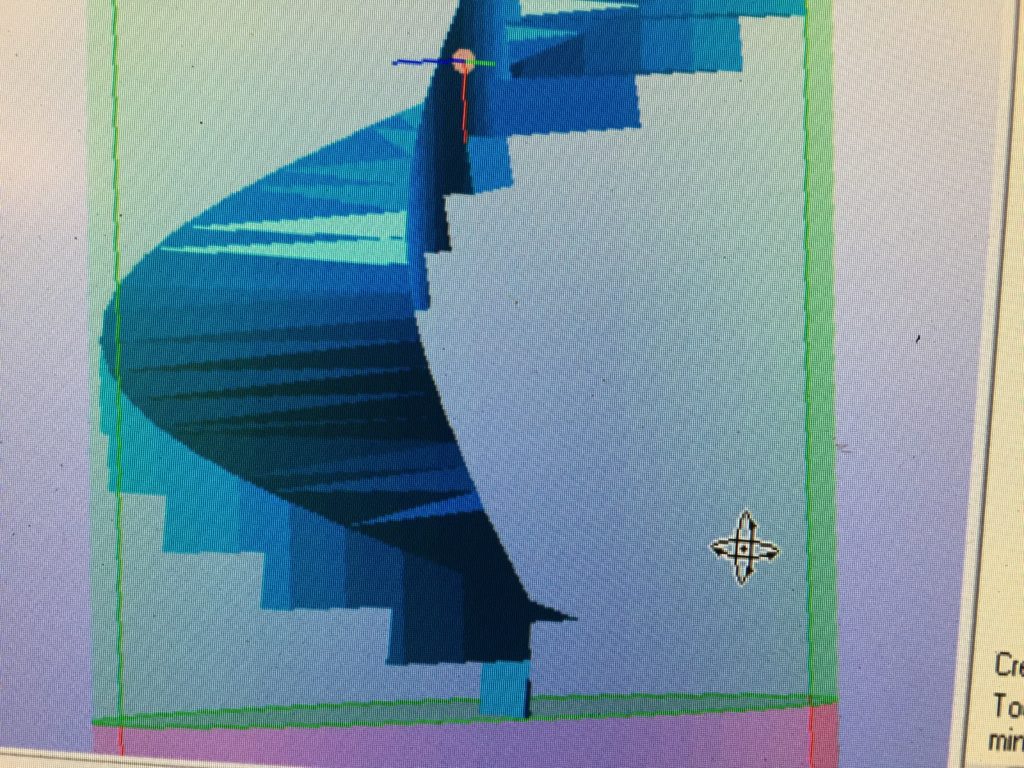
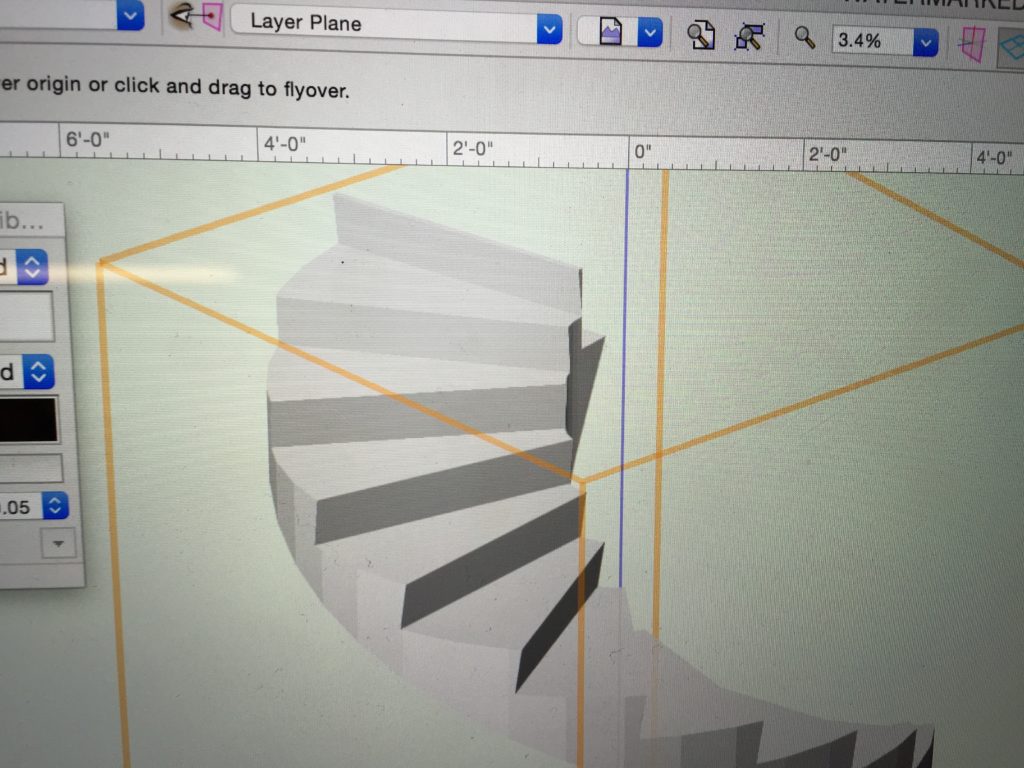
So it was “fixed” with some “flooring” settings. (Not completely fixed, actually.)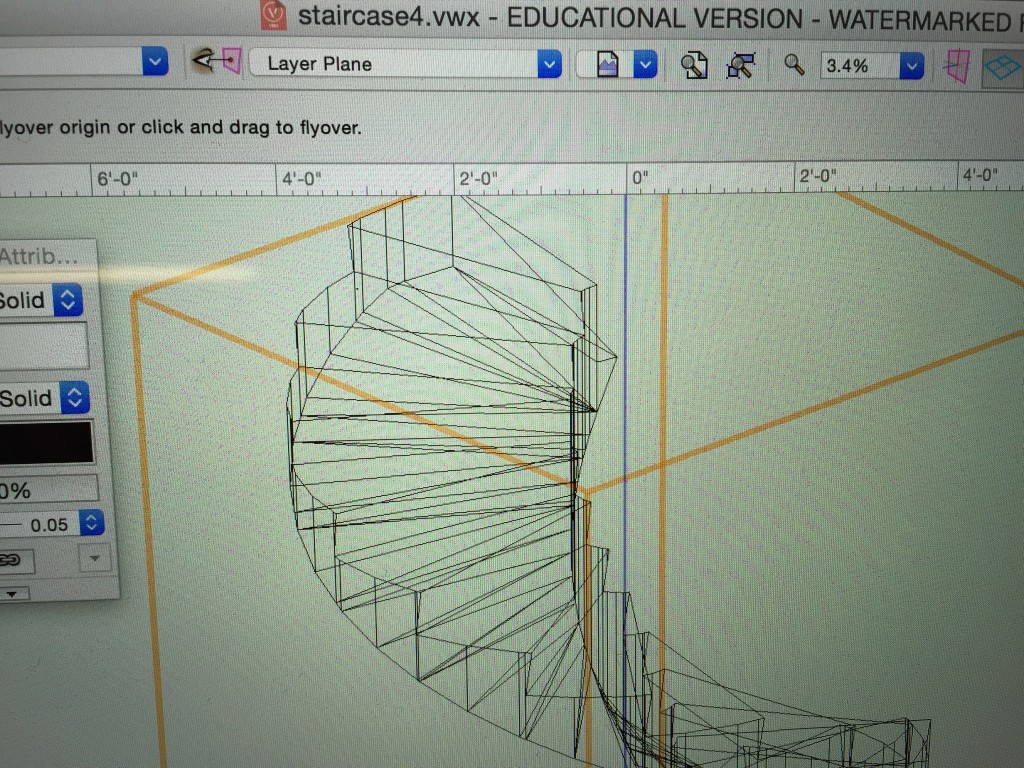
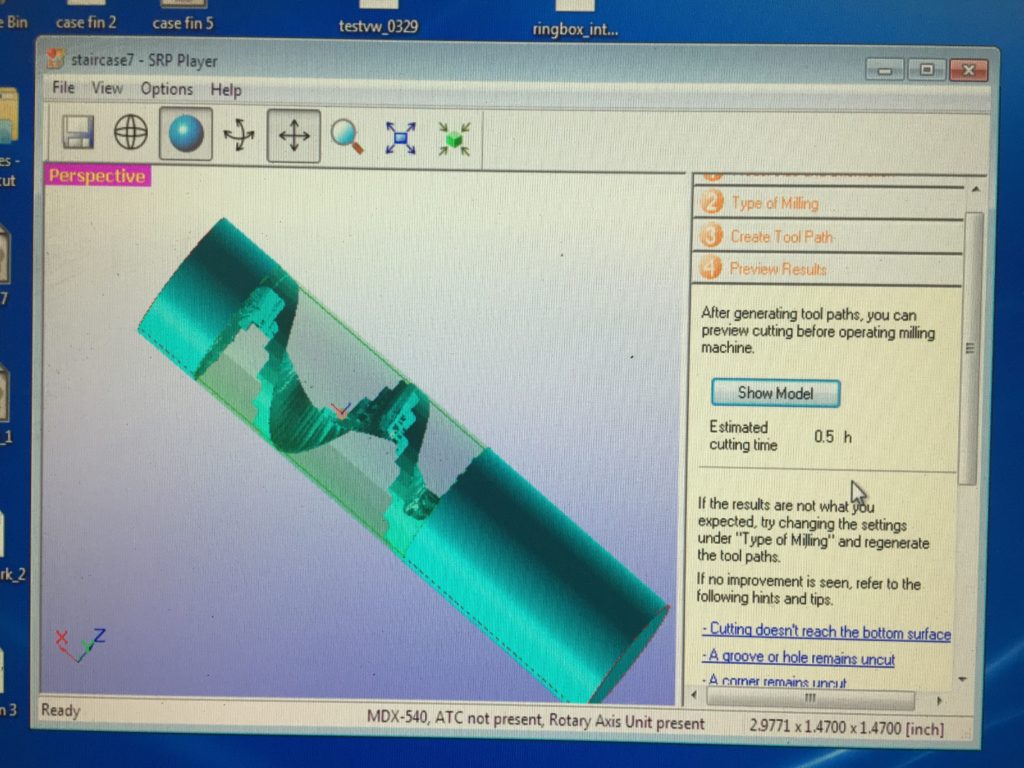
When I first select to only use 1/8″, it says I need 3.3 hours! Then I try to register a new 1/4″ bit and use it in the roughing path, and still use the 1/8″ bit for finishing, then the time magically shrinks to 1.1 hours. Truly a life saver.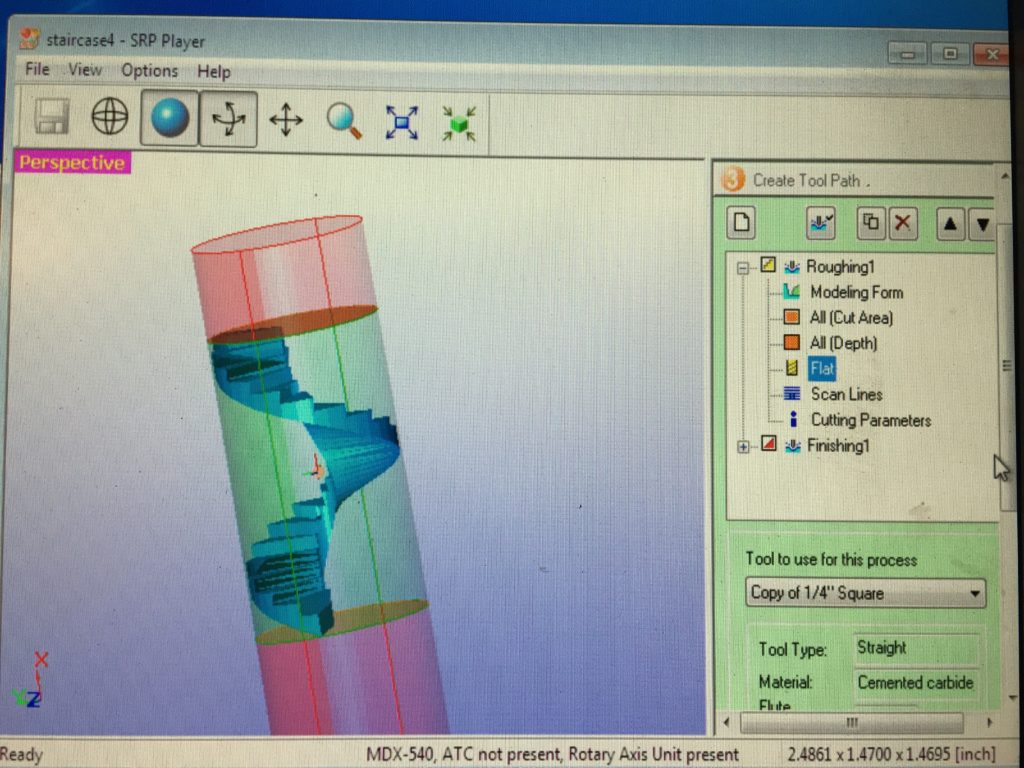
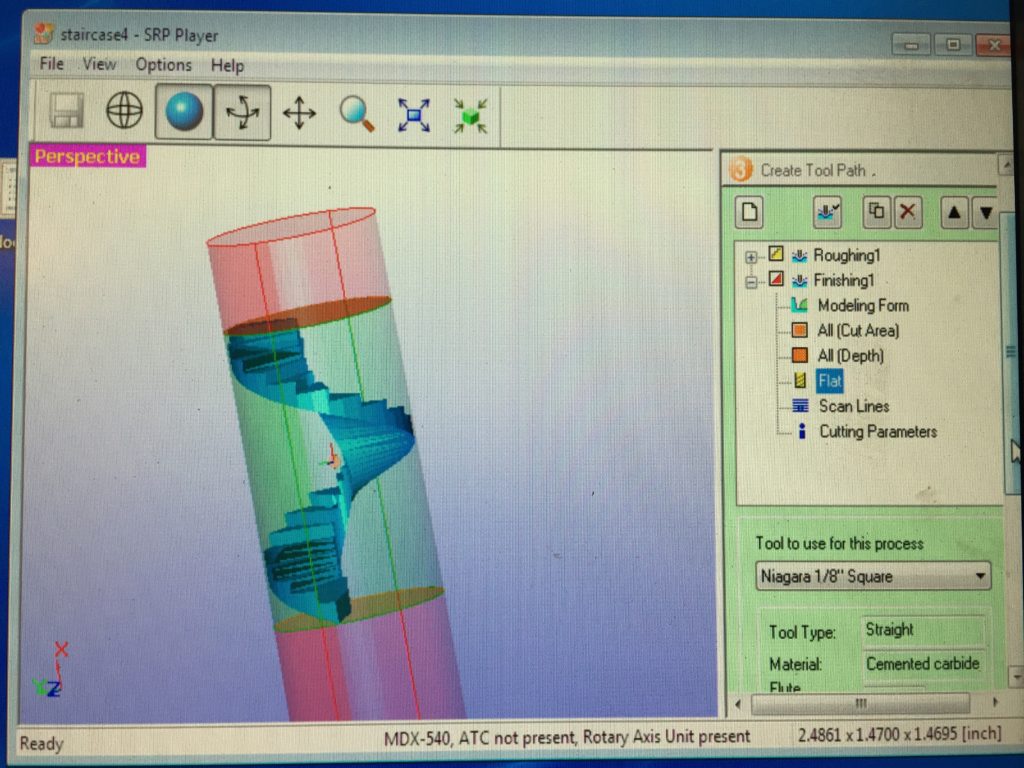
Finally everything looked great. (It seems the bit diameter do much more than ball-end-or-not in terms of the finishing quality. Using 1/8″ straight in finishing path looks much better than 1/4″ ball end.
So everything looked good.
Saw that bad “detach” message again. Won’t be fooled again 🙂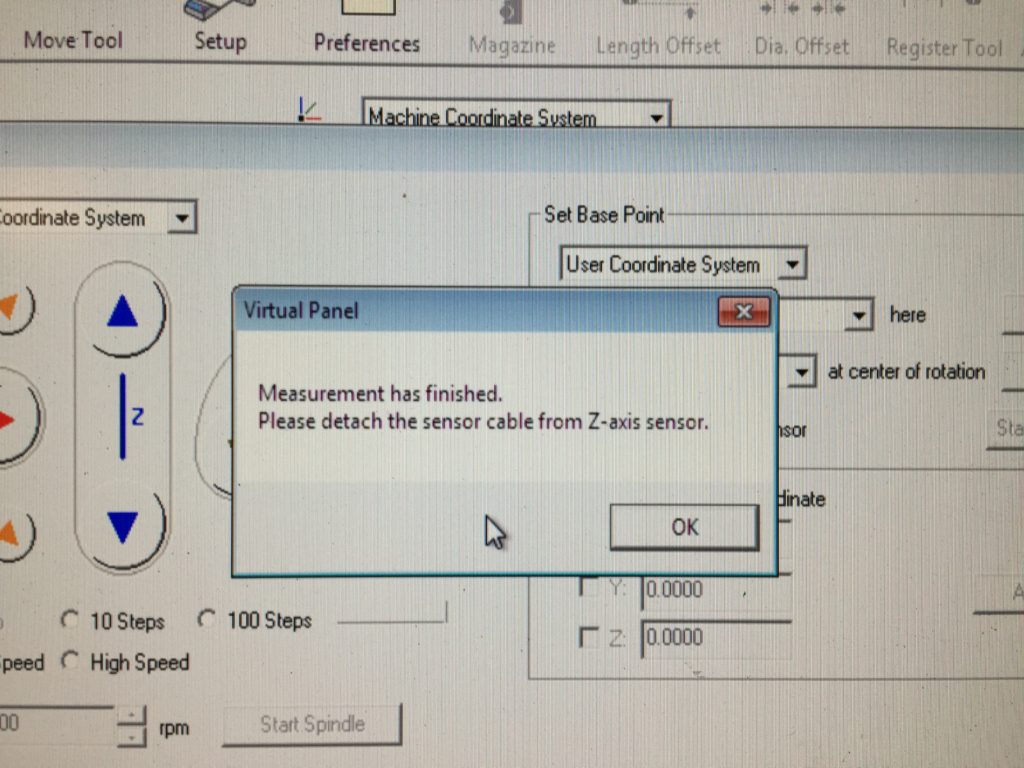
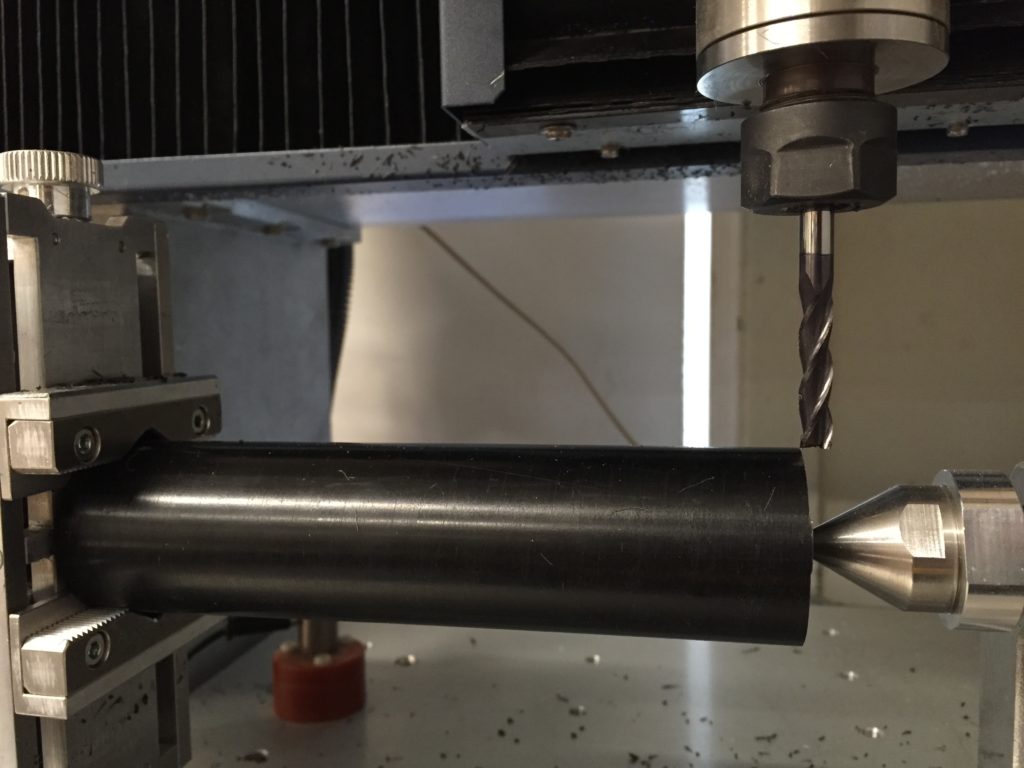
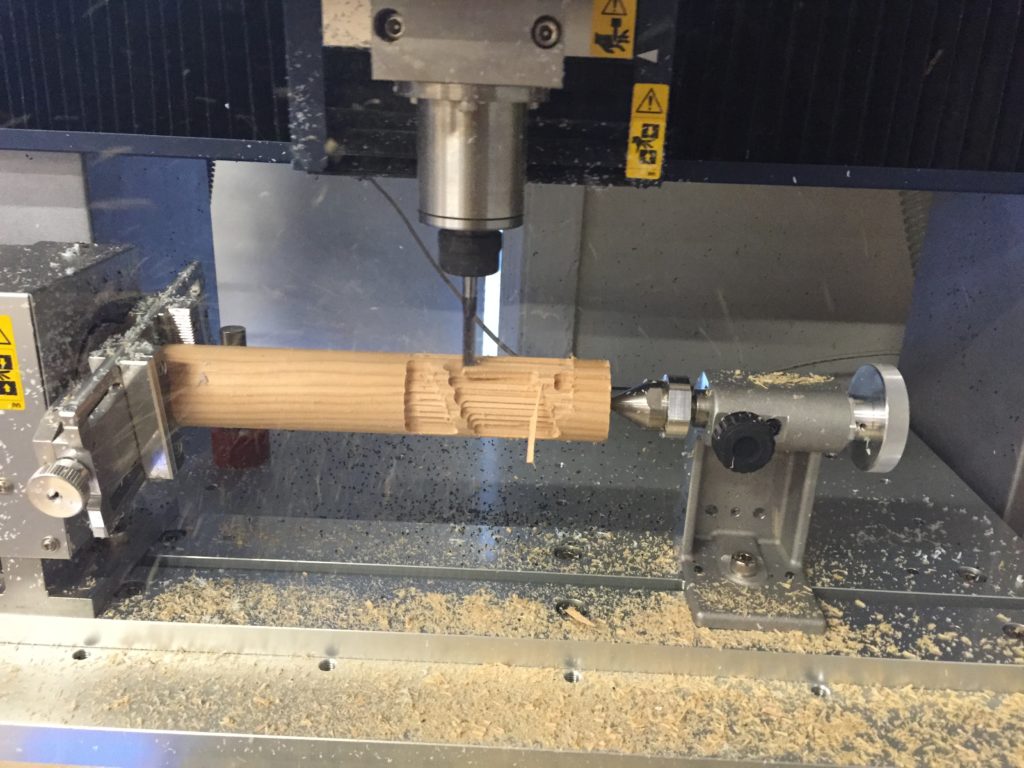
Roughing looked fast and good.

Near the end I heard a little cracking but thought it fine (what did it mean? Seemed just good).

1/4″ bit fell on my piece when I unload it with wrenches. Bad start. (Maybe that also contributed to the cracking)
Switched bit, just looked good.
Looked just nice.

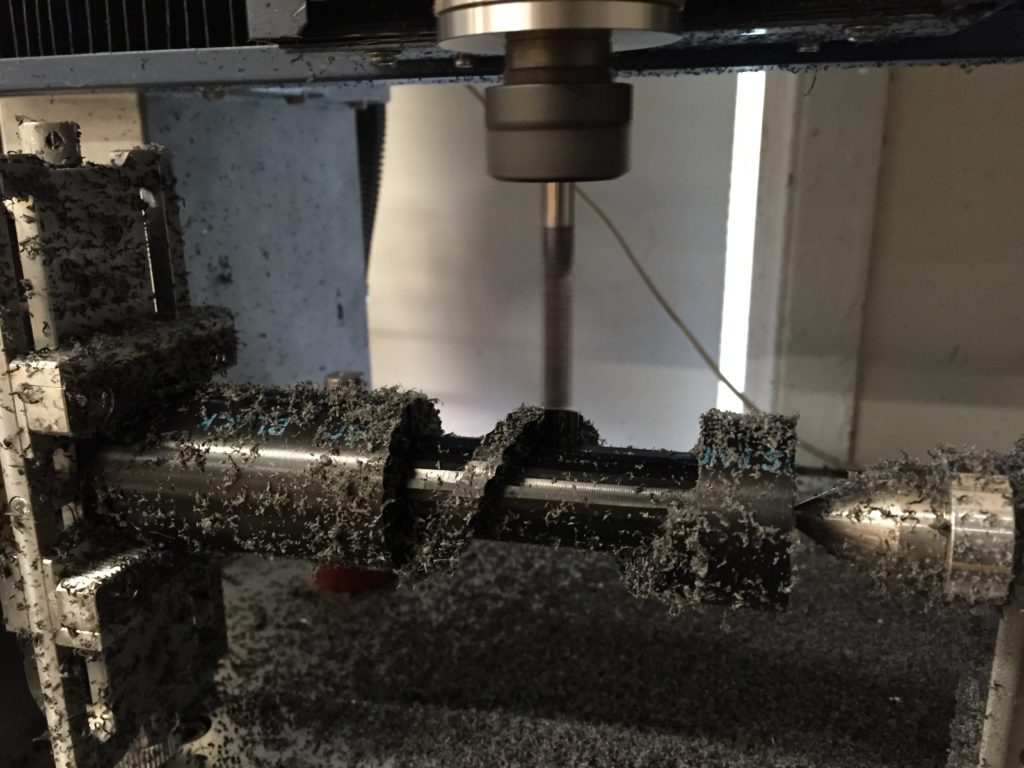
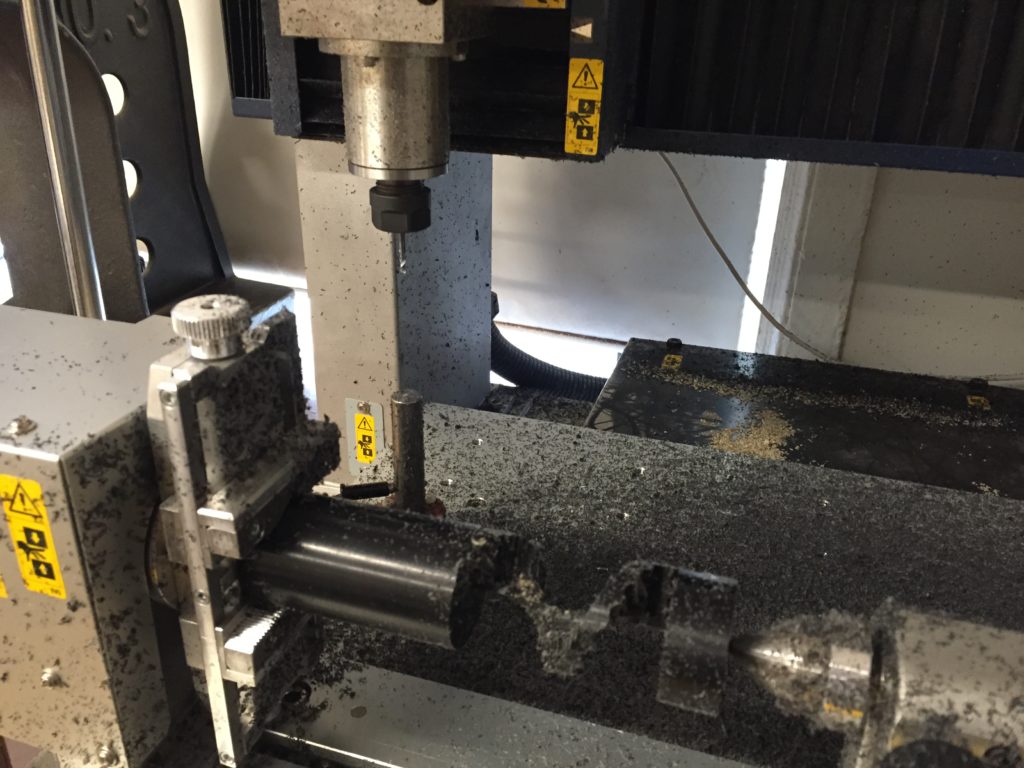
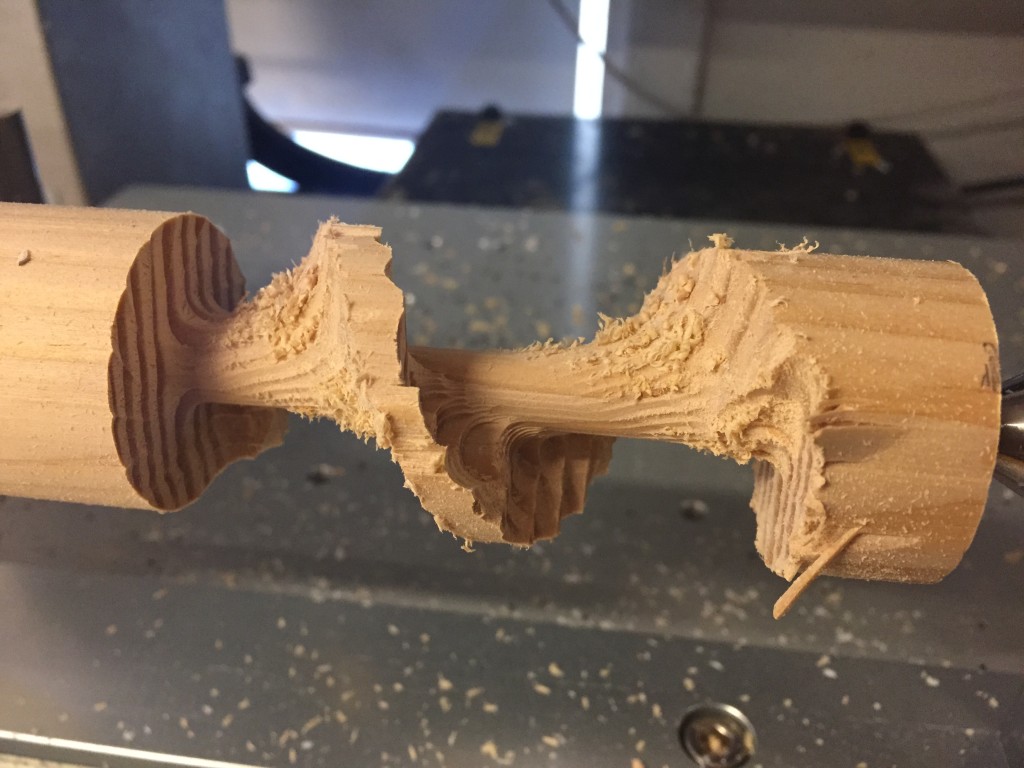
Suddenly I realized there was a lot of cracking noise. When I got closer, it seemed the machine tried to turn the left piece harshly. Yet, the left junction was somewhat cracked, and refuse to turn so much degree as the block did.
(The machine was also turning clockwise as seen from right, but the stair runs in different direction, making it susceptible for harsh turning as well? Or could it be that my piece was just too snug on the right to turn easily?)
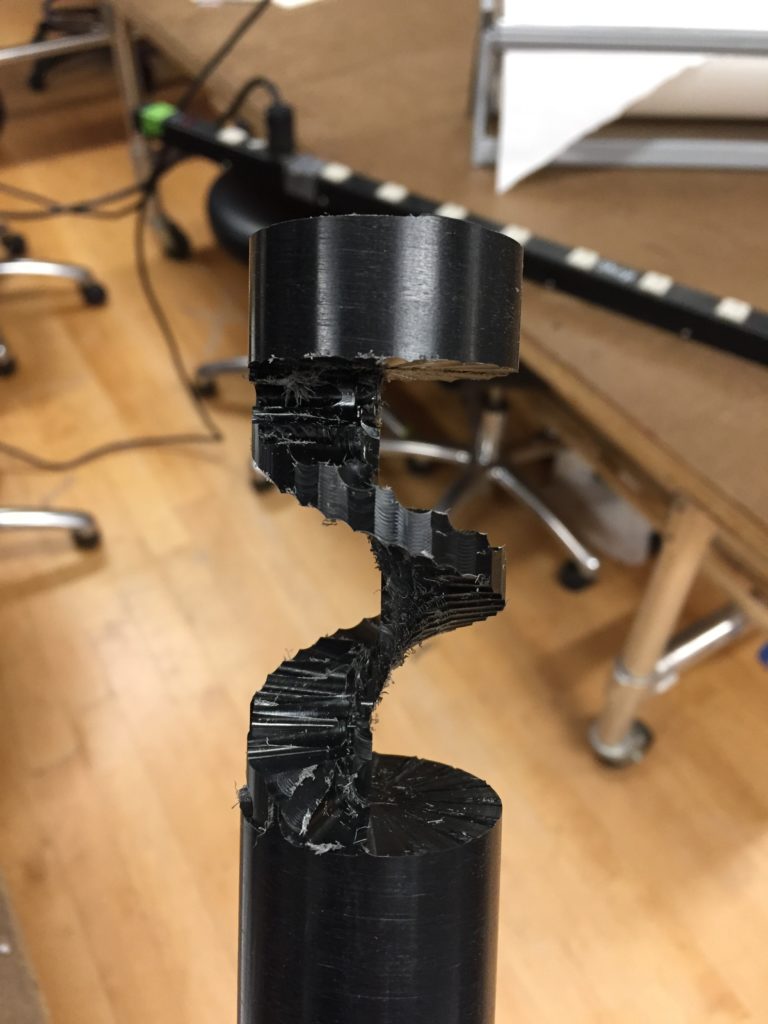
So I saw the bit go wildly on my piece. I had to stop the machine since I already lost my precision.

Sadly it looked so rough. And I lost my stock of delrin.
Luckily I went around Canal Street and got some fresh wood now. Hope it will be better tomorrow.
Second try
This time I got some wood. And this time I didn’t get it too snug.

Tried to add support, but then the stairs will not be directly touching the floor and ceiling.
Then I tried another solution: yesterday, it seemed the first roughing pass was strong enough for support. So I choose not to do the finishing path at the start and end, thus the two ends will stay rough but strong, while the stairs in between will remain with full detail.
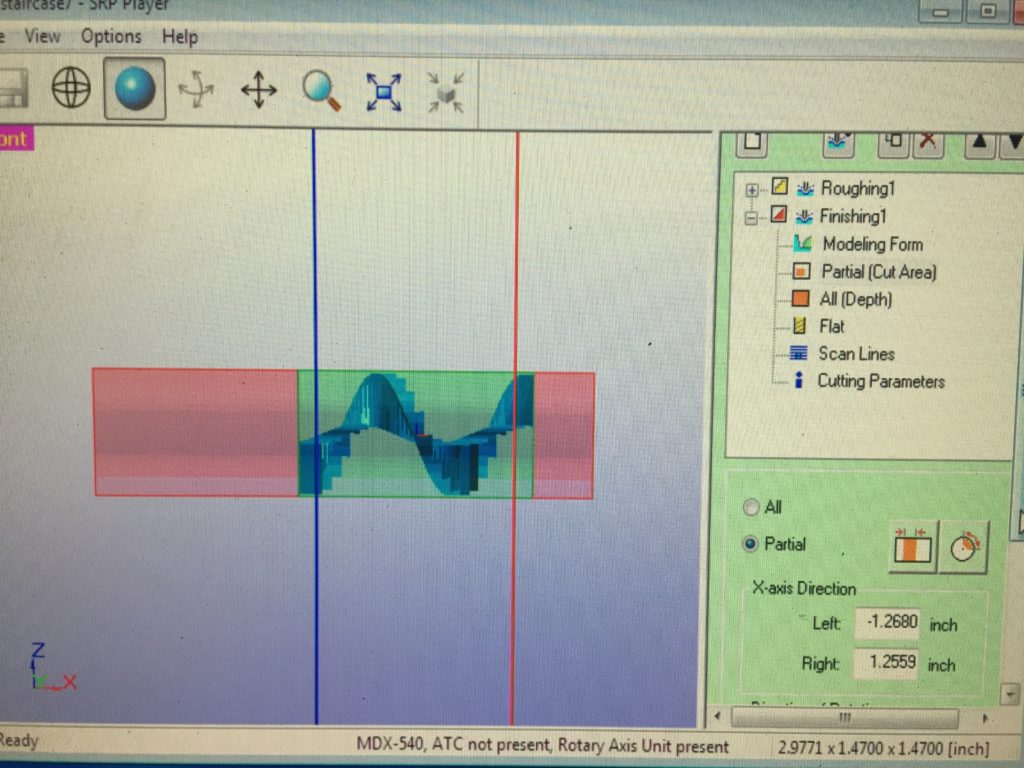
So it should look like this, and wood is fast.
I was not sure if my wood is hard-wood or not…I chose soft wood for I feel it kind of soft and less heavy than some of the wood I know. It sounded scary yet looked just ok. Splinters were expected yet I was still surprised how they damaged the surface all along.
The roughing path only took 5 minutes and looked good, yet I was unsure why there was a cylinder inside, and thought it could be removed after the finishing path.
Finishing was fast and good, but eventually I realized that I didn’t set the Y axis close to the center, so the machine always moved eccentrically and leave the center cylinder intact.

It turned out that the wood had good texture and was strong enough. I feel like want to experiment with the textures more.


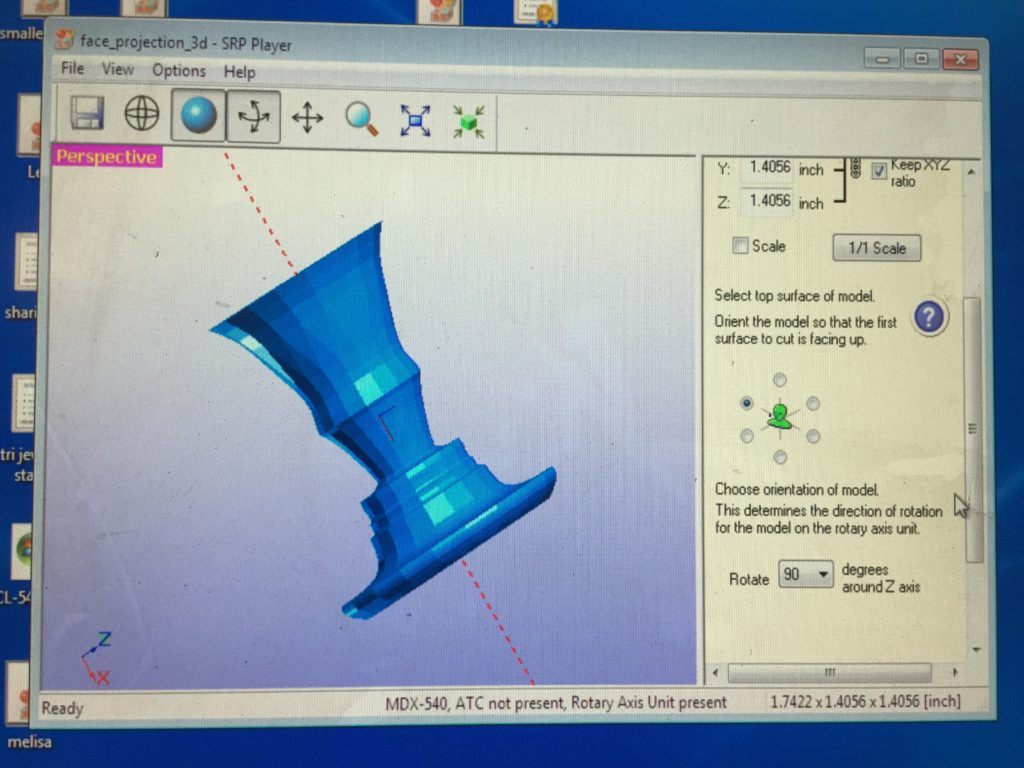
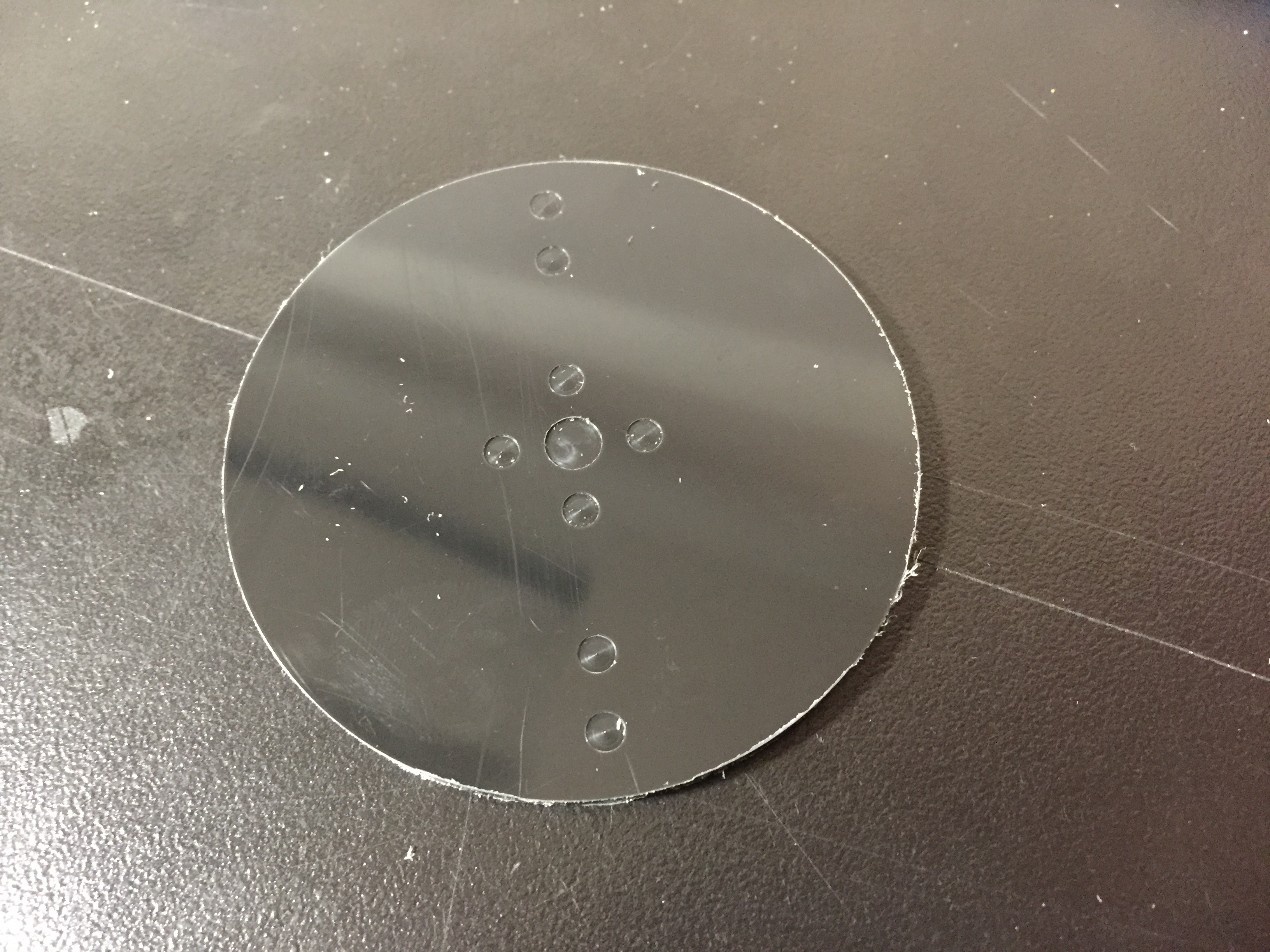
[week09] 4 axis mill – face projection
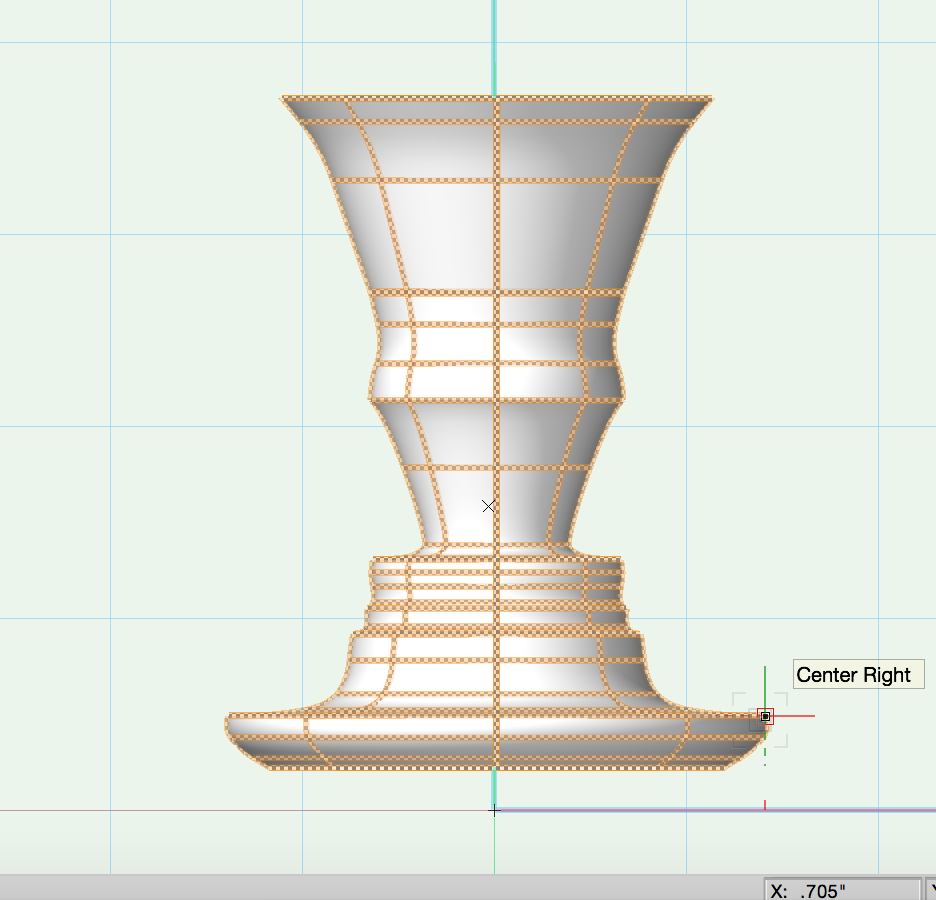
A simple figure.
Around 1.4″ at max in diameter, if I’m gonna use 1.5″ delrin.
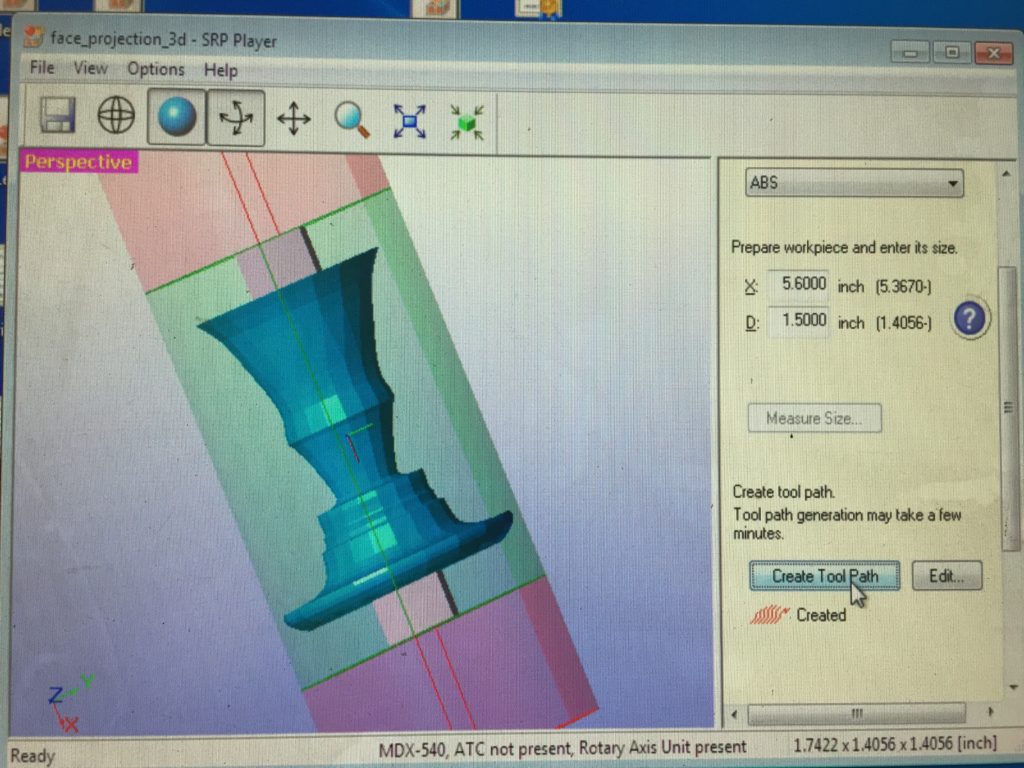
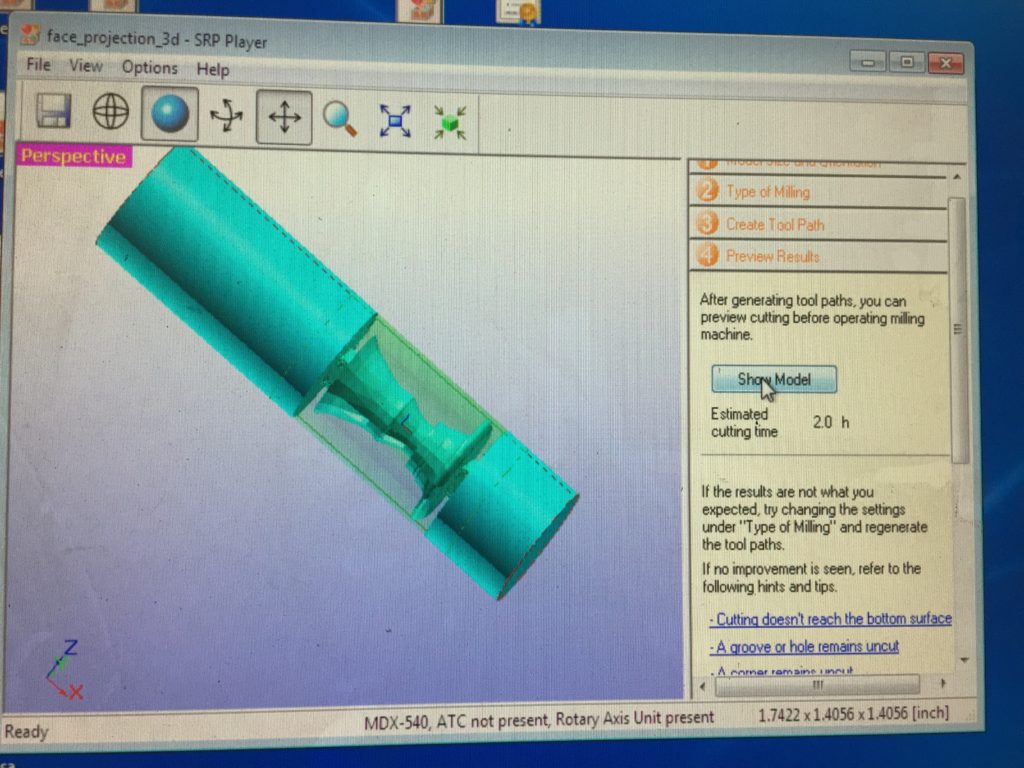 2.0 hrs.
2.0 hrs.
How about foam then. Luckily I got scratch foam from the shelf, with help of Fengyi Zhu who taught me how to use this band saw.
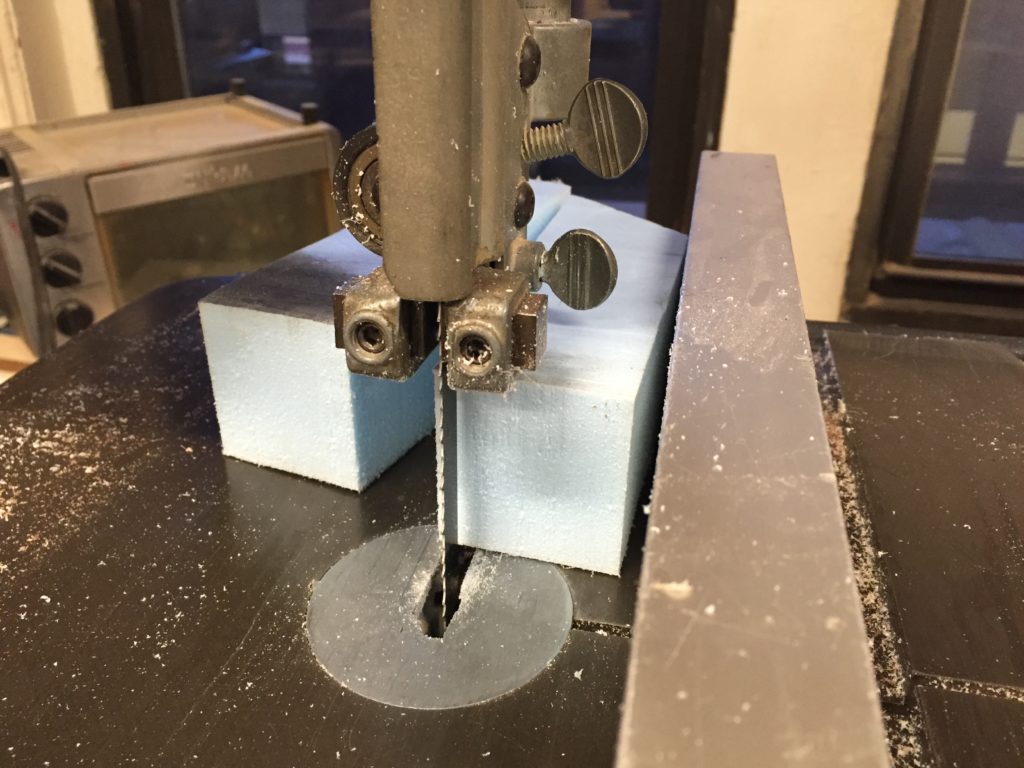

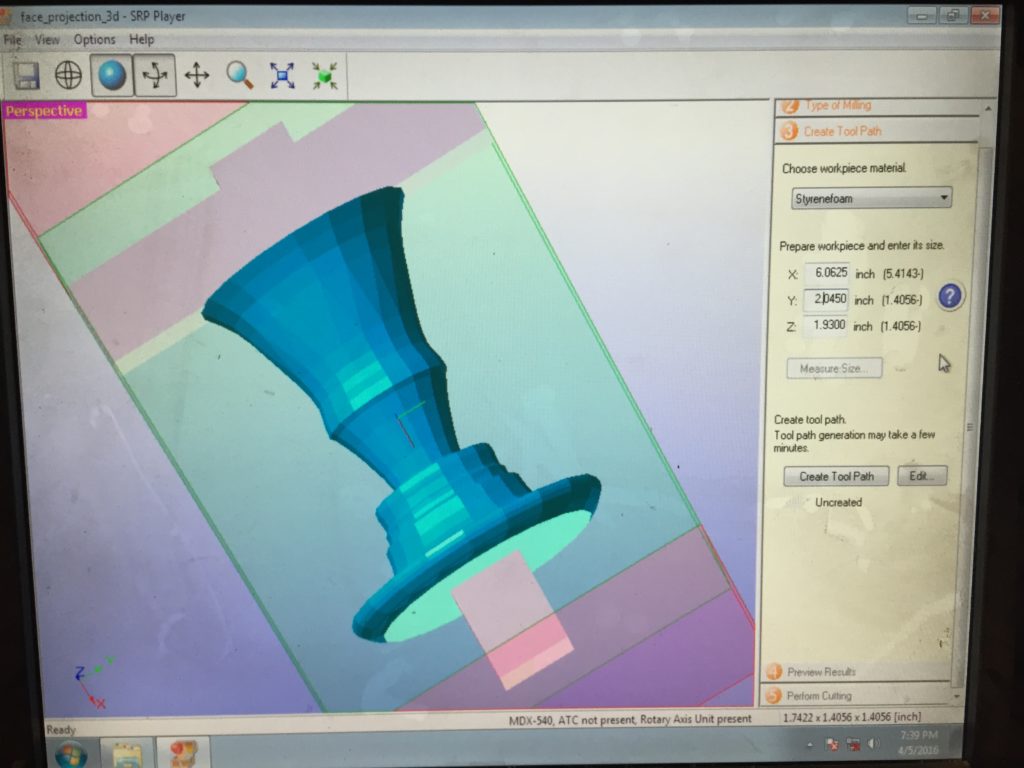
Raw piece 6.0625″ x 2.0450″ x 1.9300″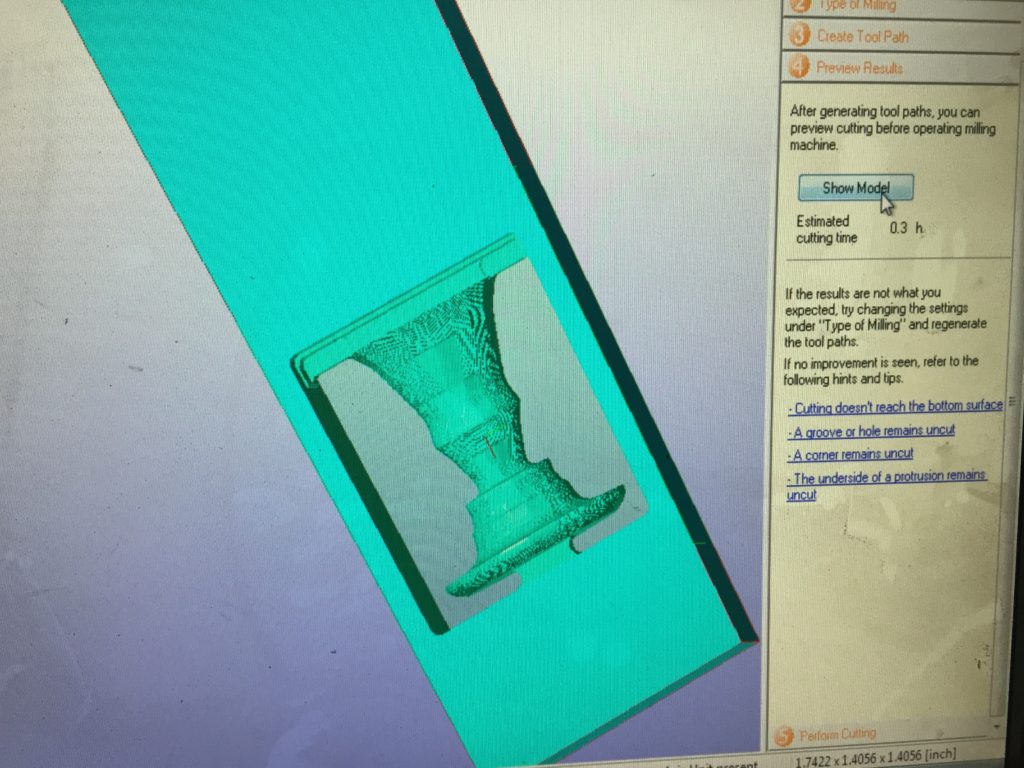 0.3 hrs. Nice.
0.3 hrs. Nice.
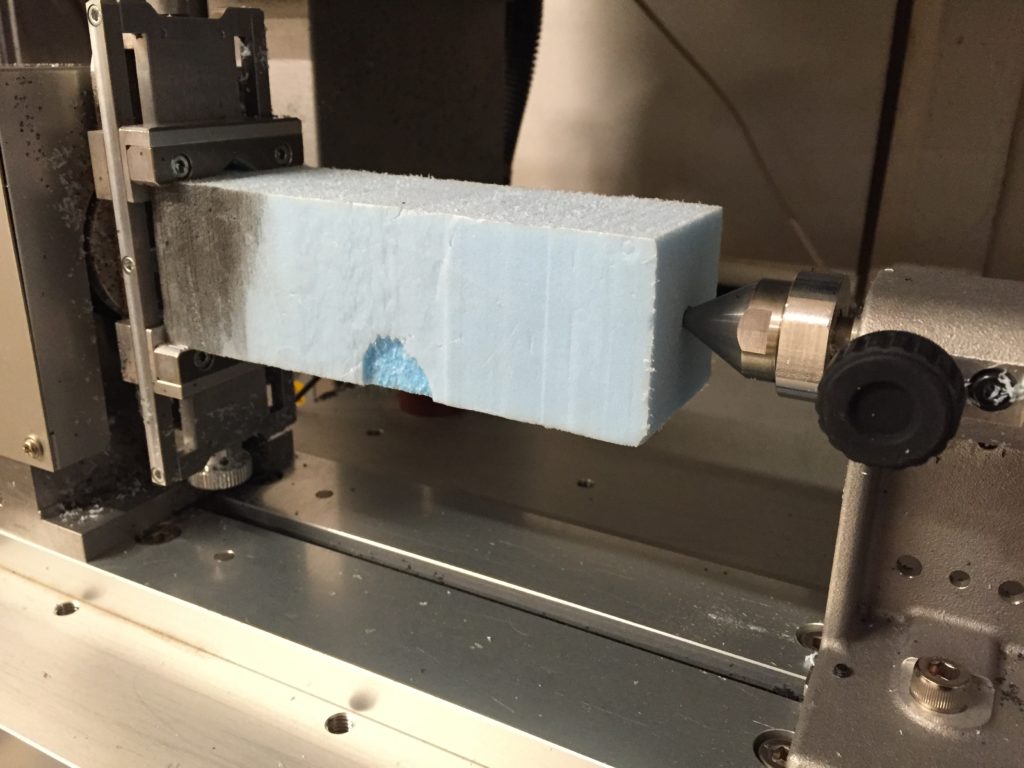
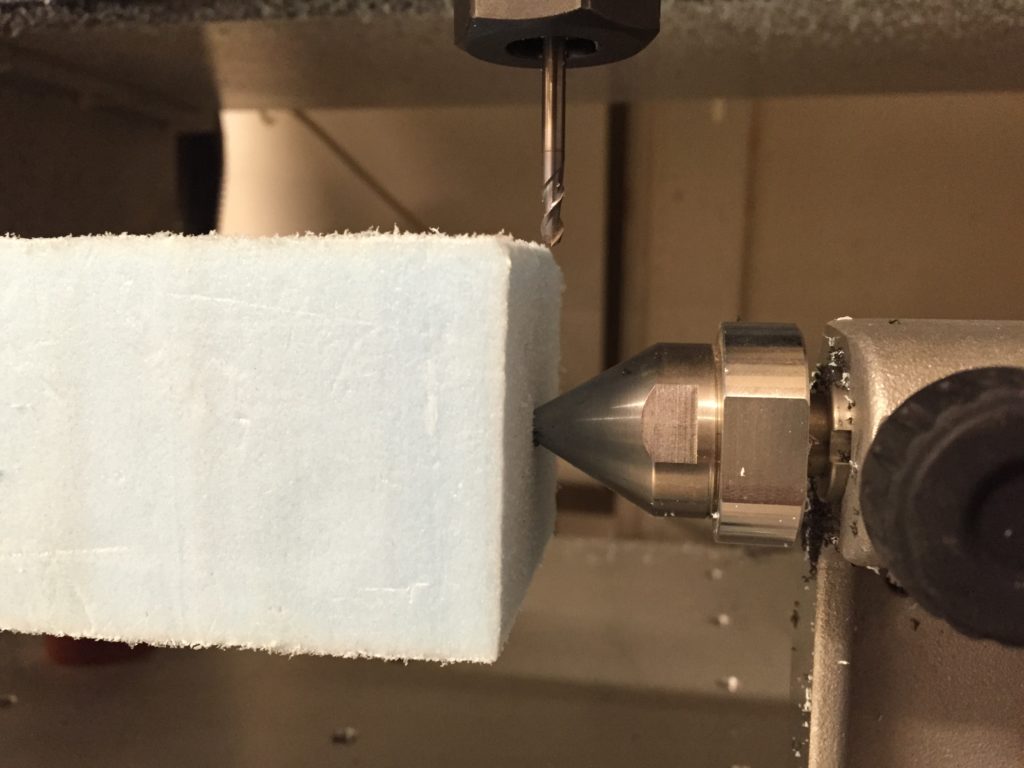
Placing material (foam is hard to hold thus I stuck the cone further inside the foam.)
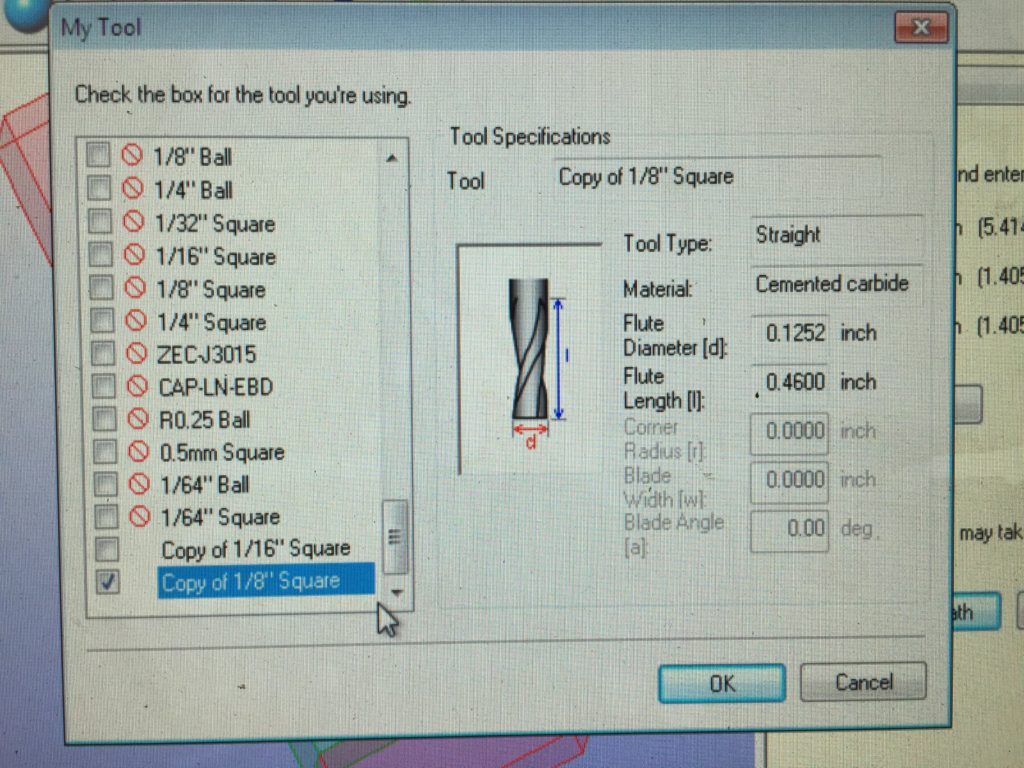
Remembered to set tool. My 1/8″ bit’s flute length is 0.46″.
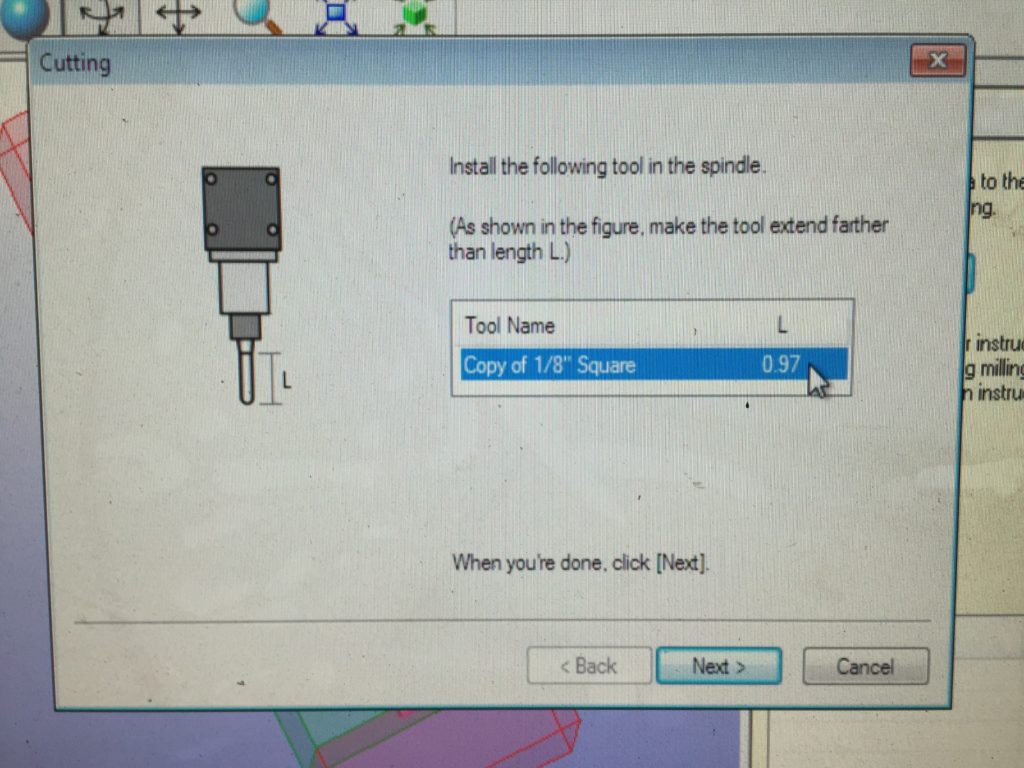
Required L is 0.97″ and I installed the bit to be more than 1″. Someone told me his didn’t cut through fully and I think it may have something to do with this parameter.
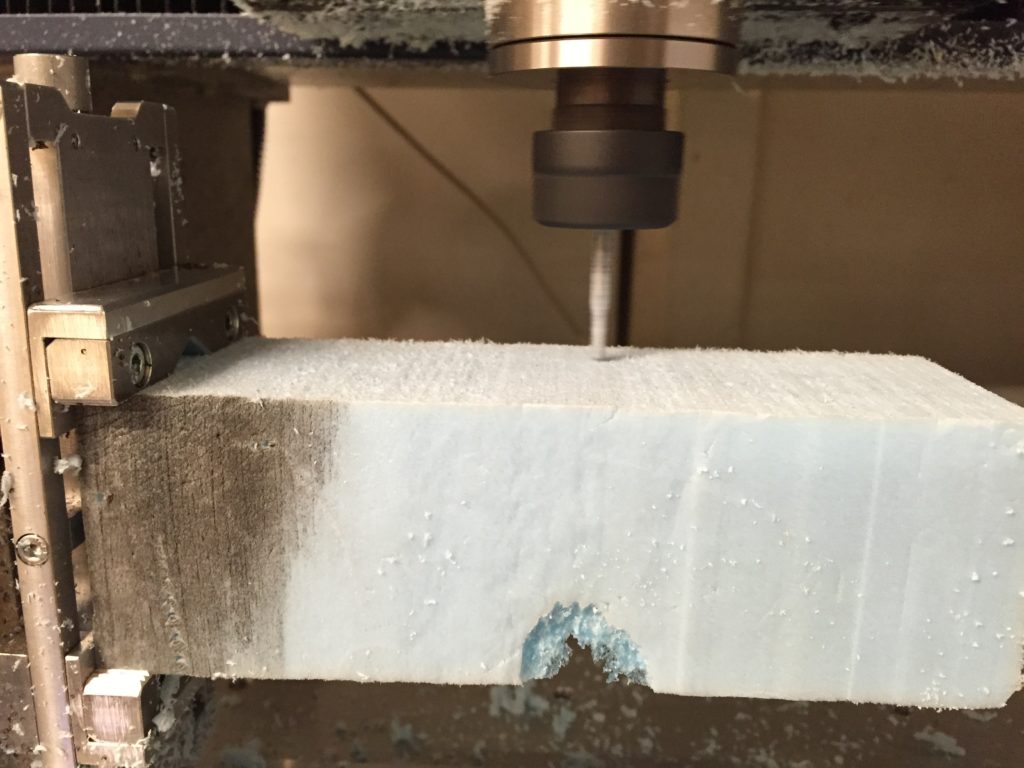
Setting x axis.
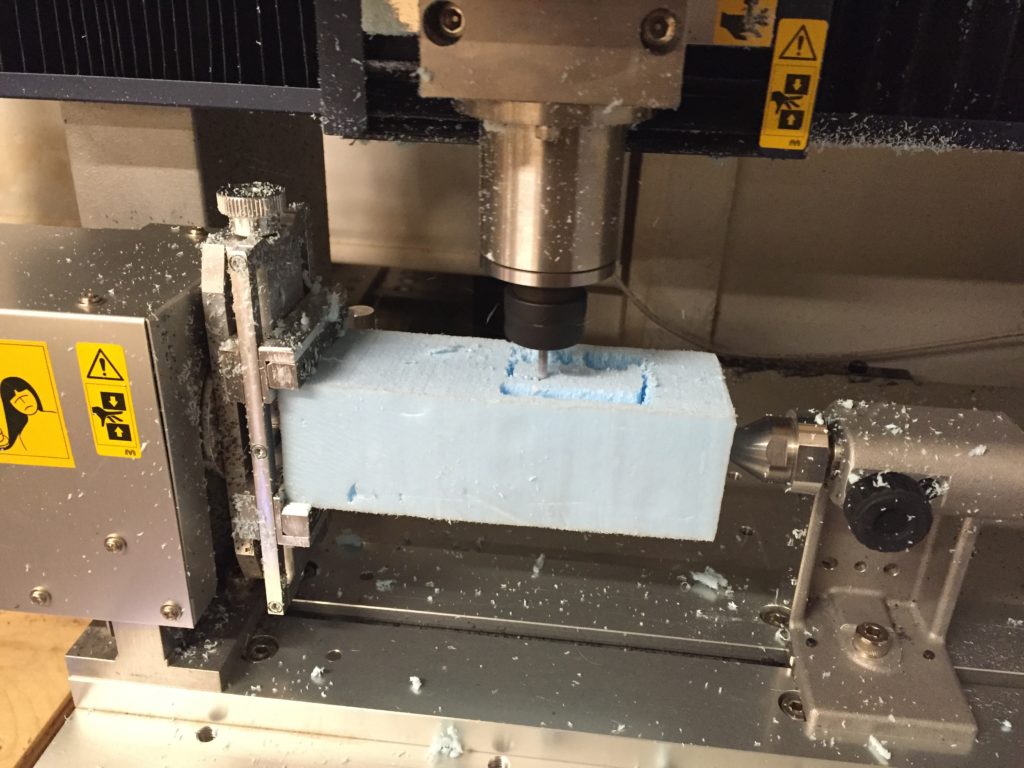
Roughing cut.
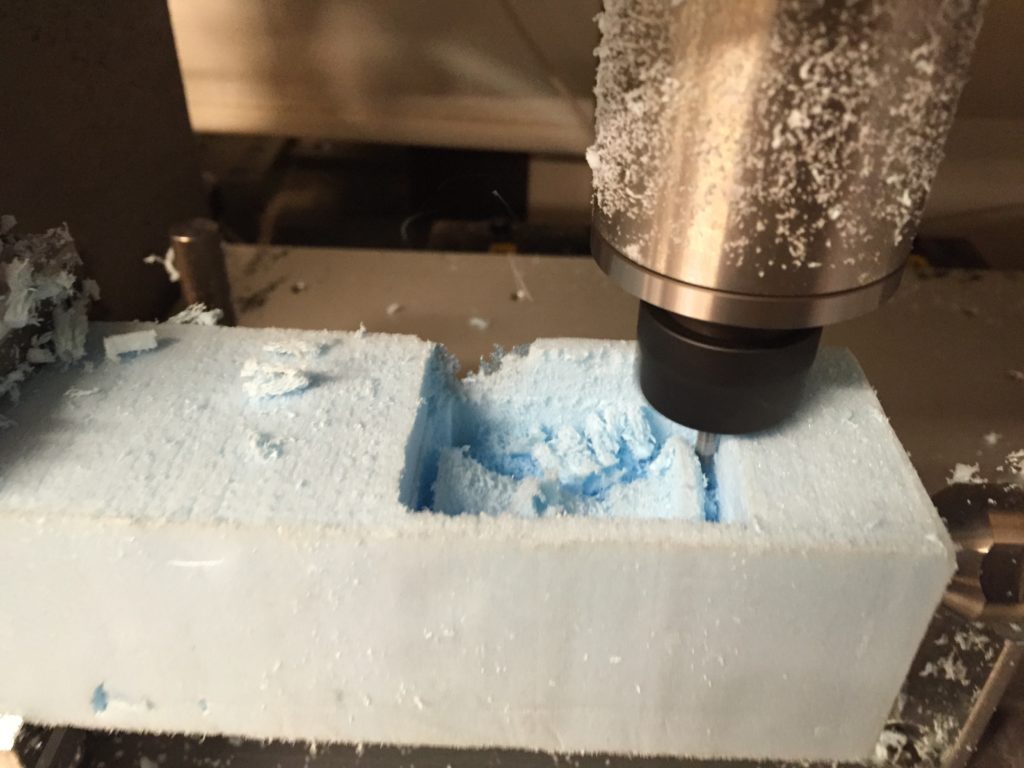
Finishing cut.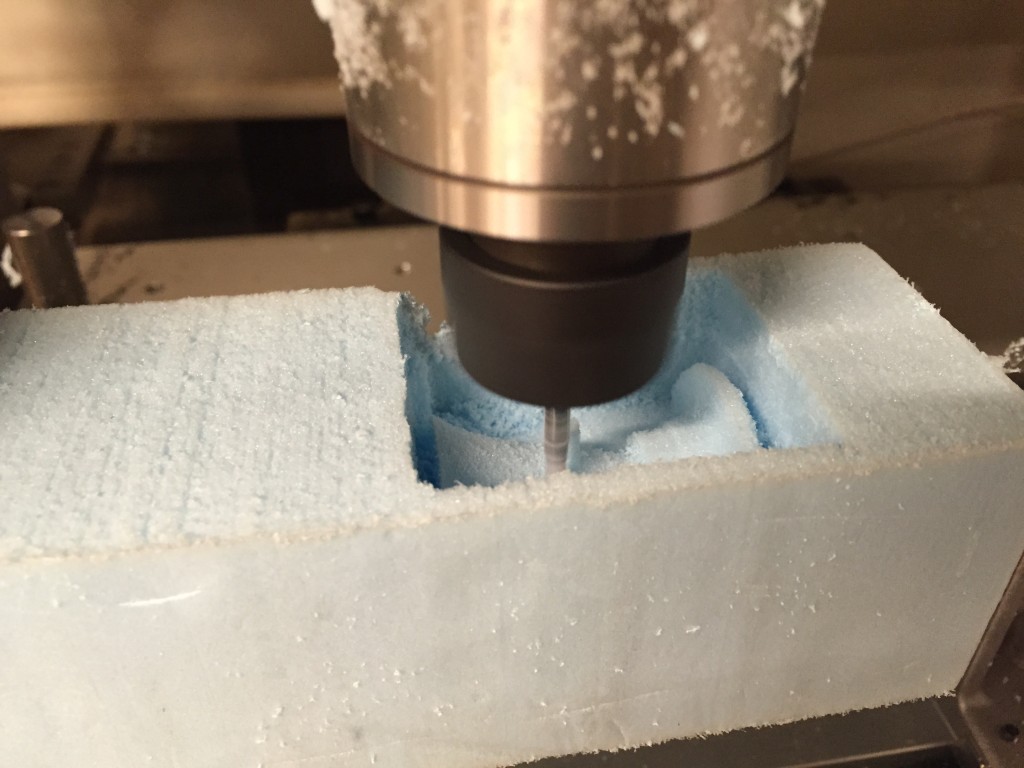
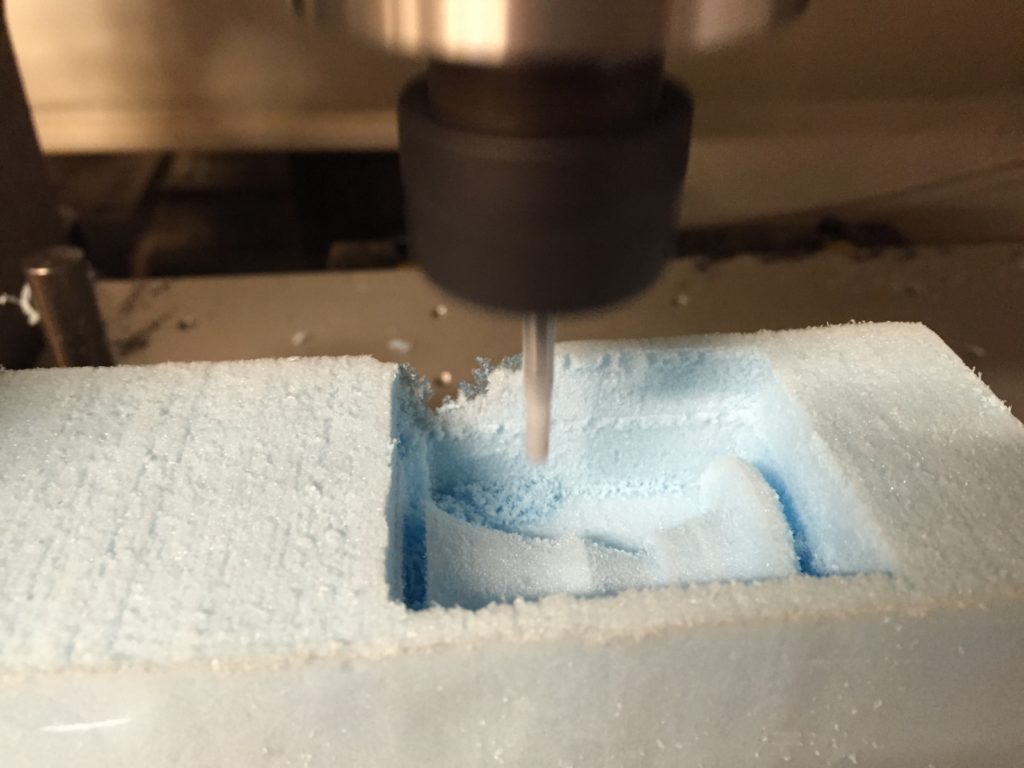
The other side.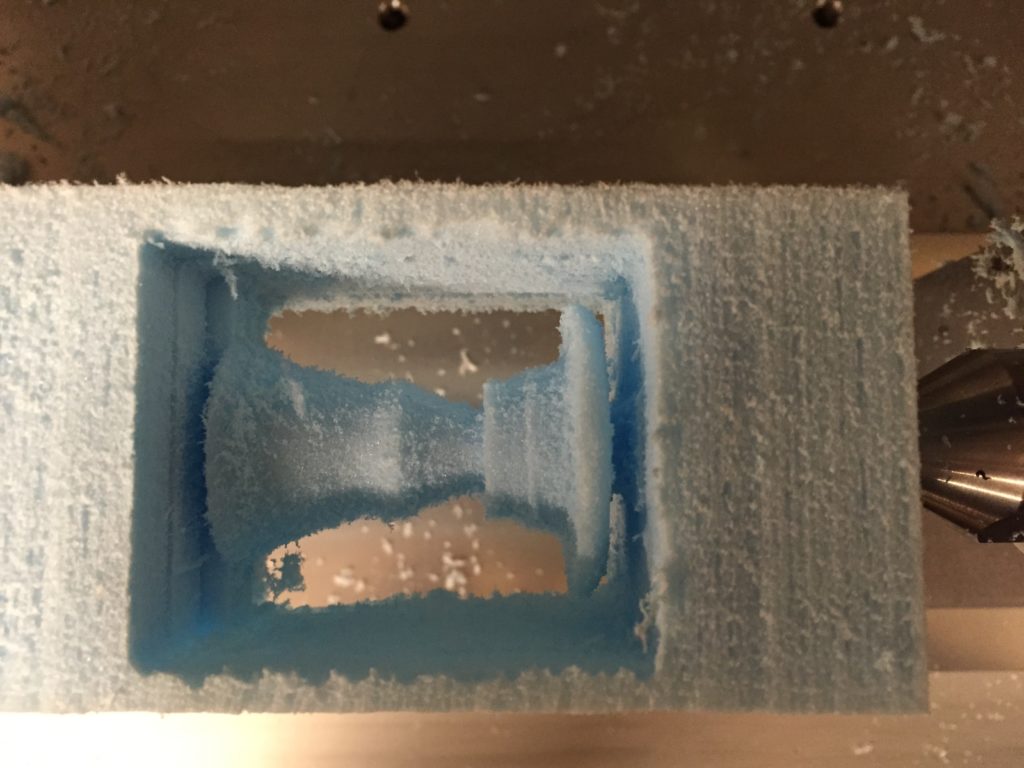
Finish.
Cleaned up.

Final.
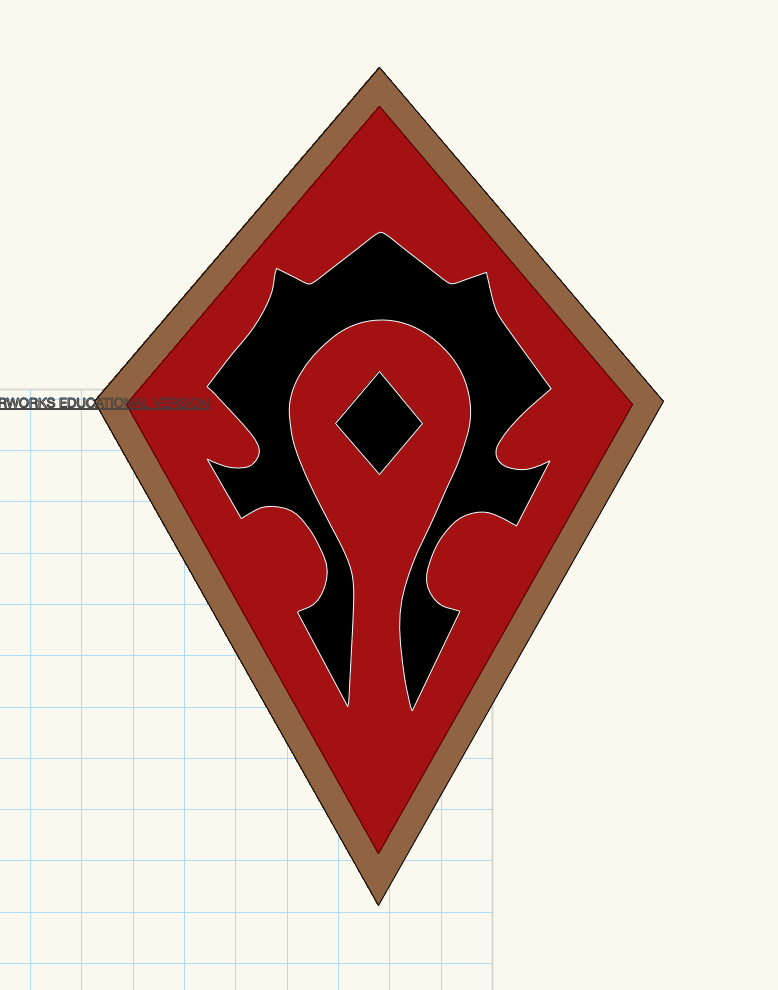
[Week08] The Horde Emblem CNC
This emblem was made for my cousin who was a very enthusiastic player in World of Warcraft in the Horde faction. As a blood elf mage in the game, this feeling of belonging also grows inside day by day that I want to carve it out.

It is inspired by the Horde Crest, a representation of the main races in Horde faction.

Step 1: Create vector outlines in Illustrator
Based on a image from Deviant Art, use image trace -> expand functions in Illustrator, I can get the edges easily.



Step 2: Convert to Vectorworks file.
Because I want to draw some more outlines precisely, so I want to export the file to Vectorworks. Illustrator file cannot directly convert to Vectorworks file, but I can export it in .dwg in illustrator and open it in Vectorworks.
The hidden layers in illustrator will all show up in Vectorworks and maybe accidentally create additional cuts in CNC, so I used Ben Light’s trick, only copied and pasted the curves I want to use to a new Vectorworks file.
First export I find the lines much thicker than default, so I changed it to default 0.05, though I’m not sure if this matter.
Then I draw additional outlines and resize them to be around a palm’s size. (around 5.5″ x 8″ horizontally and vertically)
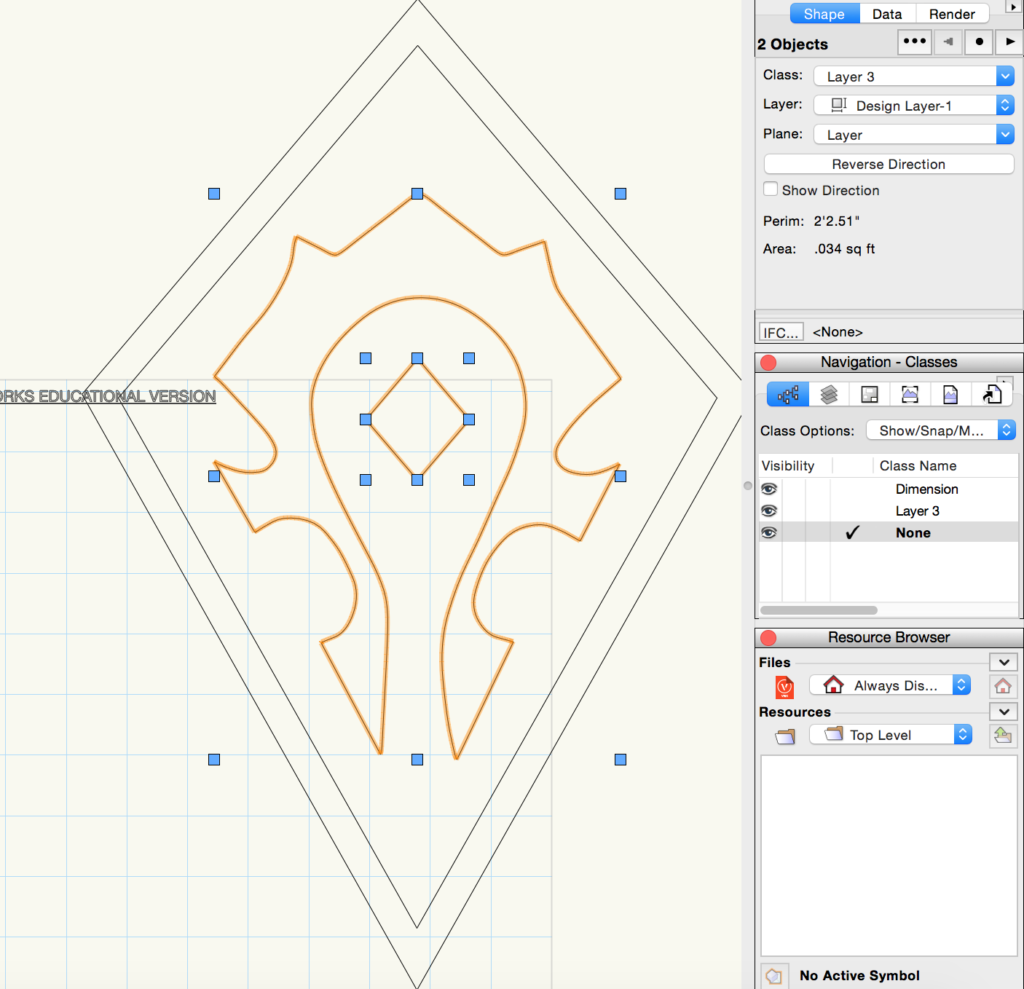
Everything seems good, then I export it to DXF/DWG again as CAD design file.
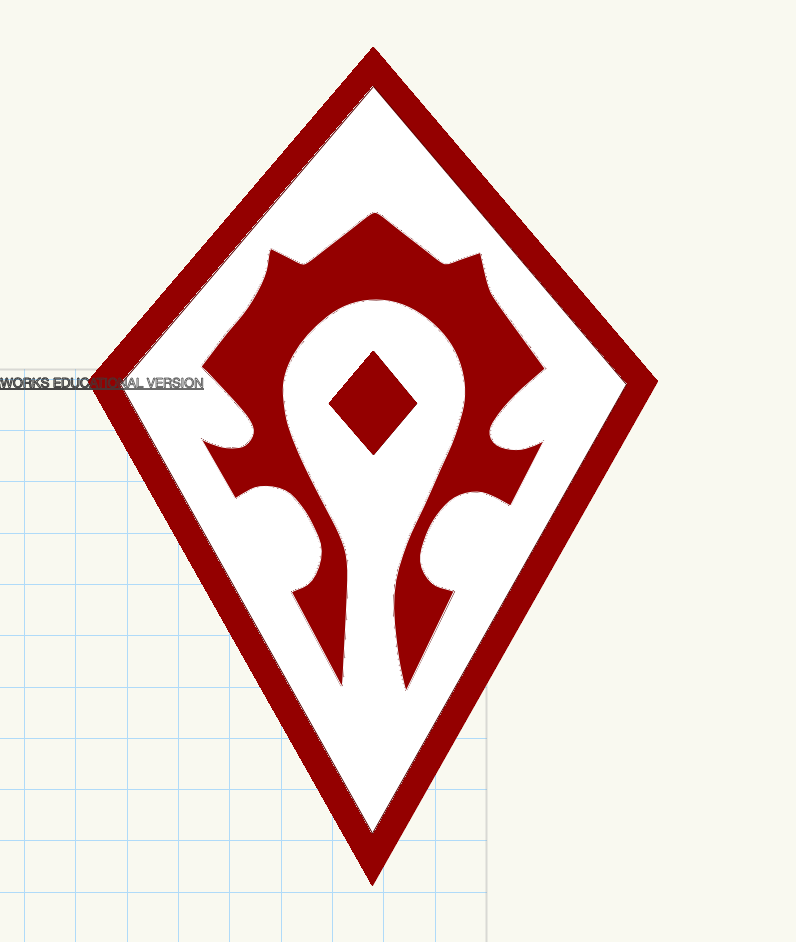
Step 3: MasterCAM settings
I wanted to carve down the areas inside the kite shape, and leave the logo area untouched by the machine. But at first it was quite frustrating I cannot select them all before making pocket with two islands.
The other day I found that I accidentally have two more straight lines in my Vectorworks file (that often happens when involving Illustrator). When the file is clean and again exported, Ben told me to hold Shift and click all three curves (inner kite and the two logo parts) I wanted involved in the pocket, and the direction of arrows doesn’t matter so much here (“clock out, count in” normally), and gladly this time MasterCAM was clever enough.
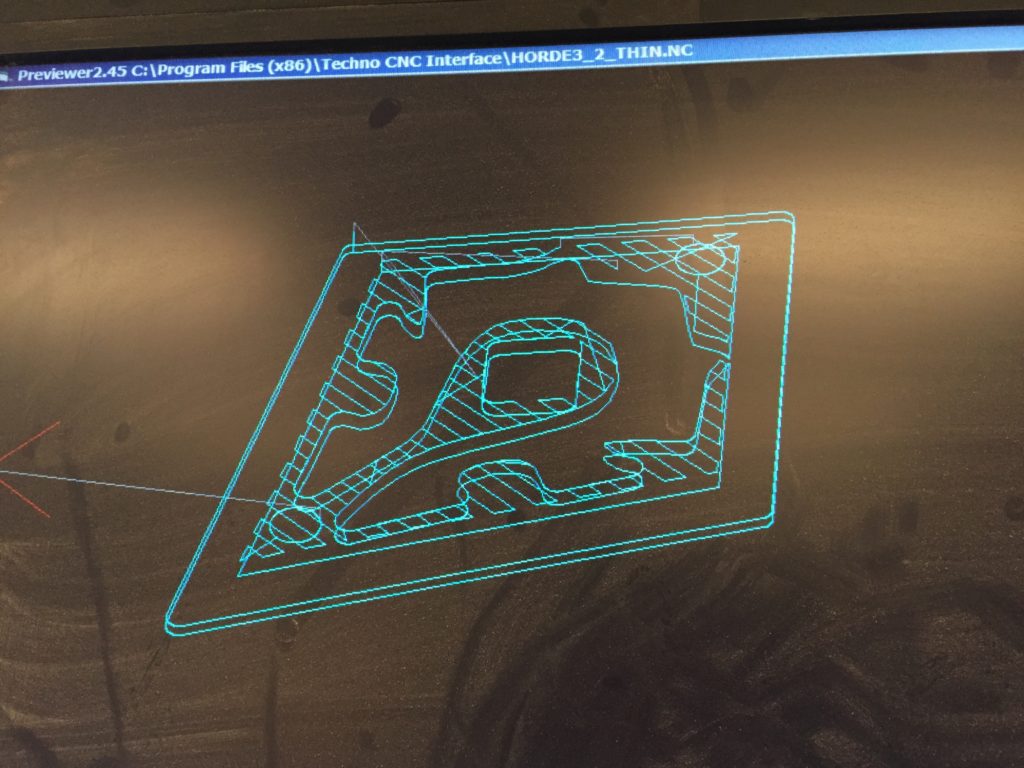
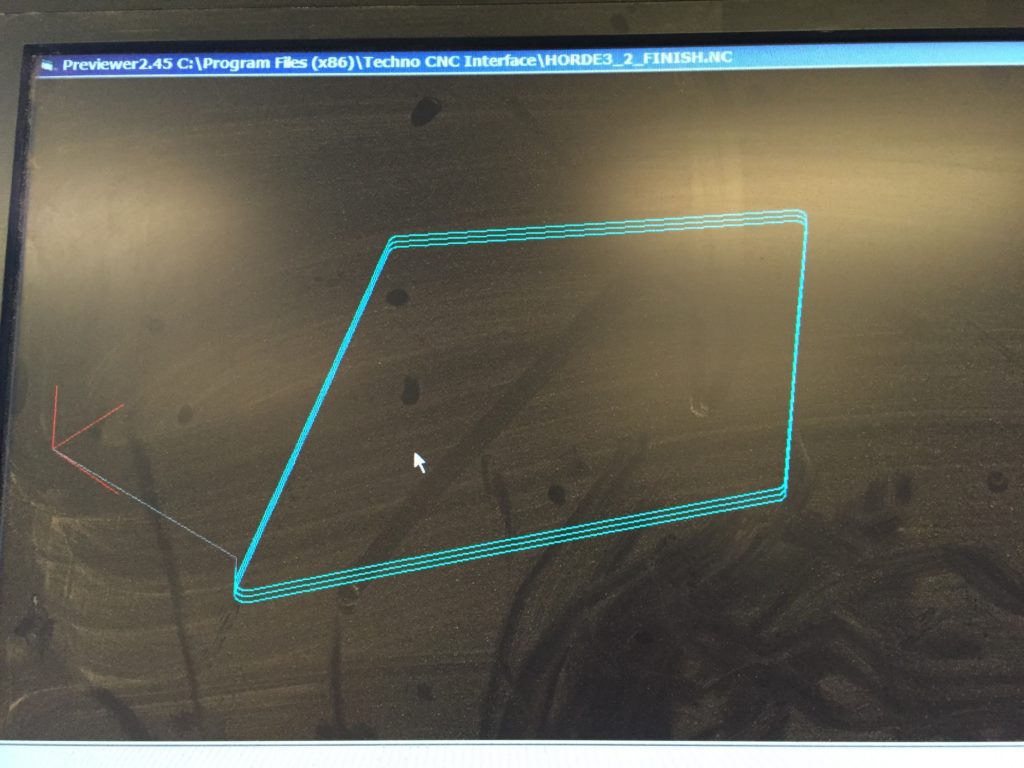
(This is actually the preview in CNC but almost the same)
Step 4: running the CNC
Before that I thought about using a 0.7″ piece but then think it too bulky. Then I find this 0.2″ MDF in recycler and it is said to be really CNC friendly, and I like the color. (So actually in MasterCAM I set contour be -0.2″ and pocket be -0.1″)


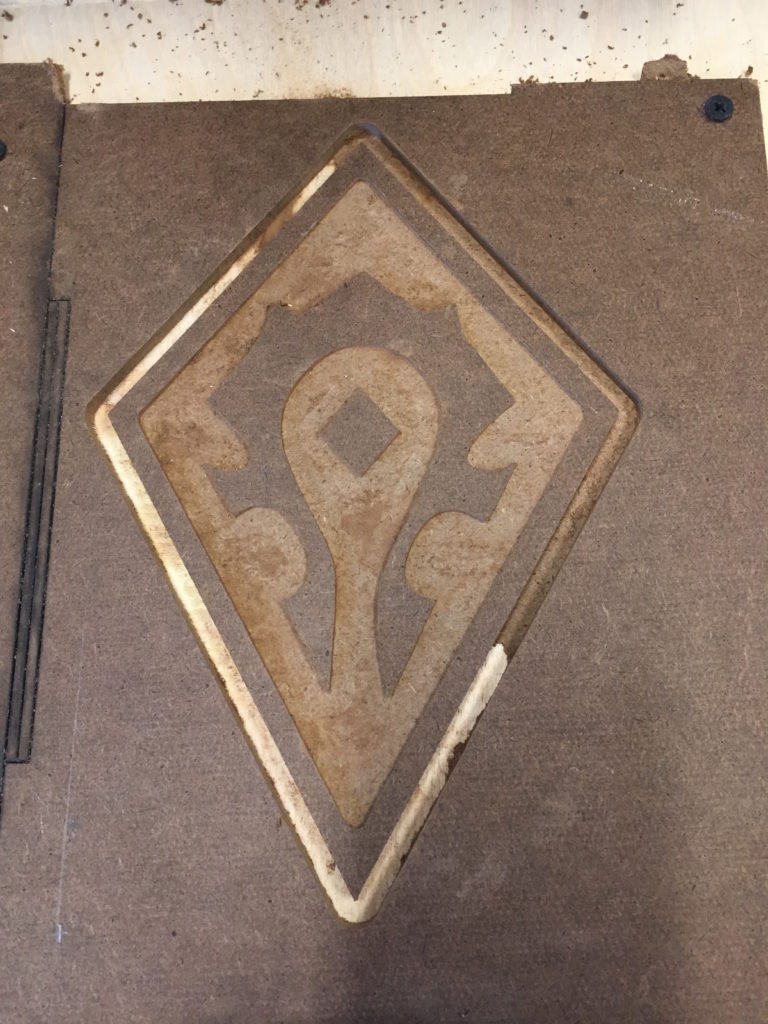
Since it’s thin it only takes 4 minute at max. But something bad happened – the cutout was not as clean as thought even MasterCAM had 0.05″ additional depth for cutout in settings. I leave the CNC the untouched (so the origins remain the same) and quickly created another file that only have contour operation, so I can run the outline a little deeper once again to finish the cutout.
Luckily the outline was super clean after I ran it deeper, as you can see from the spoiler board below.

Sand and doc. I was quite satisfied with the work at last.
Further thinking:
The original Horde Crest depicts “iron and blood” quite well which is very much the spirit of the Horde. At least the pursuit for power and savageness are commonly shared. I feel my work contains less savageness as the original one. Maybe it’s the choice of material, maybe the lines are too symmetrical, but at least the color will do a lot. Maybe I’ll try to paint it or do this again on aluminum, add more spines, and see what I get.
Thinking about wood paint with black and red:

Or some traditional color:
Also an option (as that in my cousin’s portait):
[Week05] CNC project – a bookshelf
I really wanted to make a bookshelf for myself.
I know I’m still new in design, so I started by browsing a lot of design from pinterest, and this is the design I love best.

For this project I made a lot of test, mainly for the two different kinds of joints I want to create.
Joints 01
This first joint is what I wanted to use for the two inner boards of the bookshelf. Although I learned to create some tolerance for their depths, say 0.74″ hole for 0.73″ thick board, but I forgot to add some tolerance for those teeth so they are still all 1″ in width and fits super snug.


Another thing I learn is, if I’m creating some tiny piece it could damage the corner when finish the cut.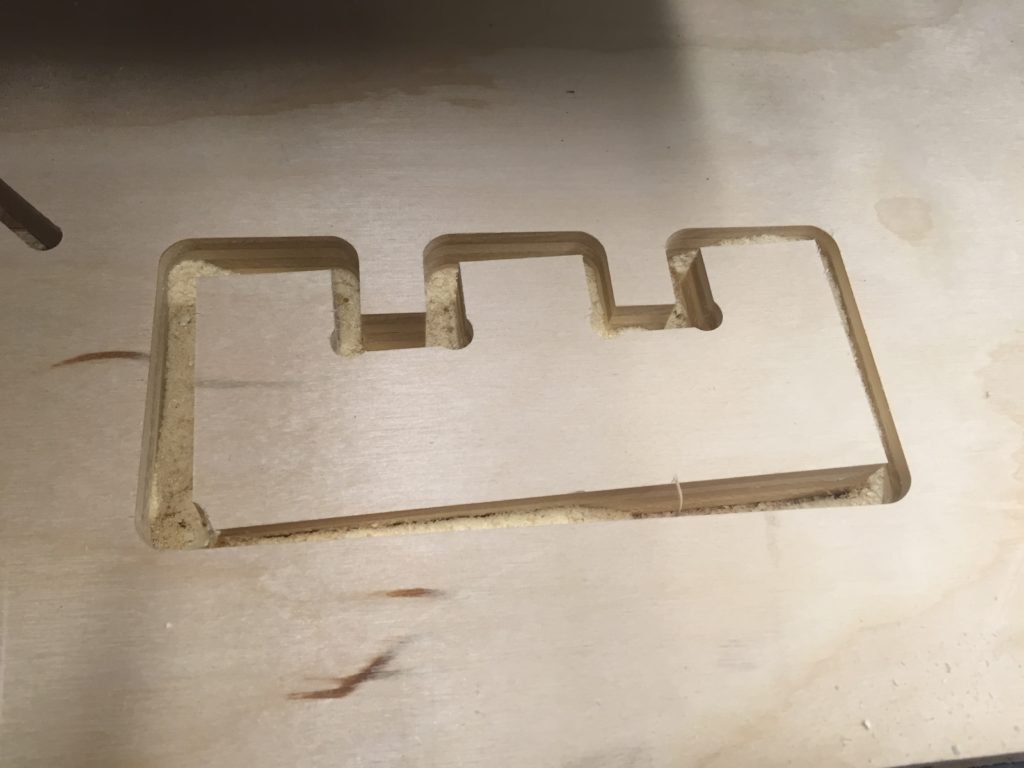
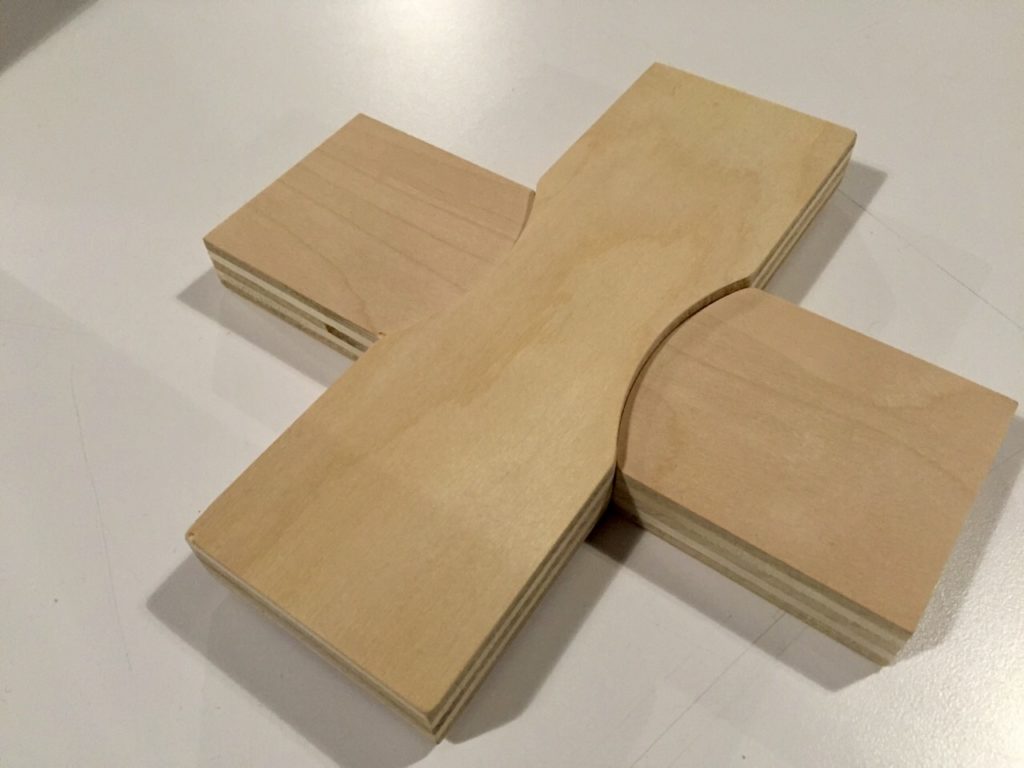
Joints 2
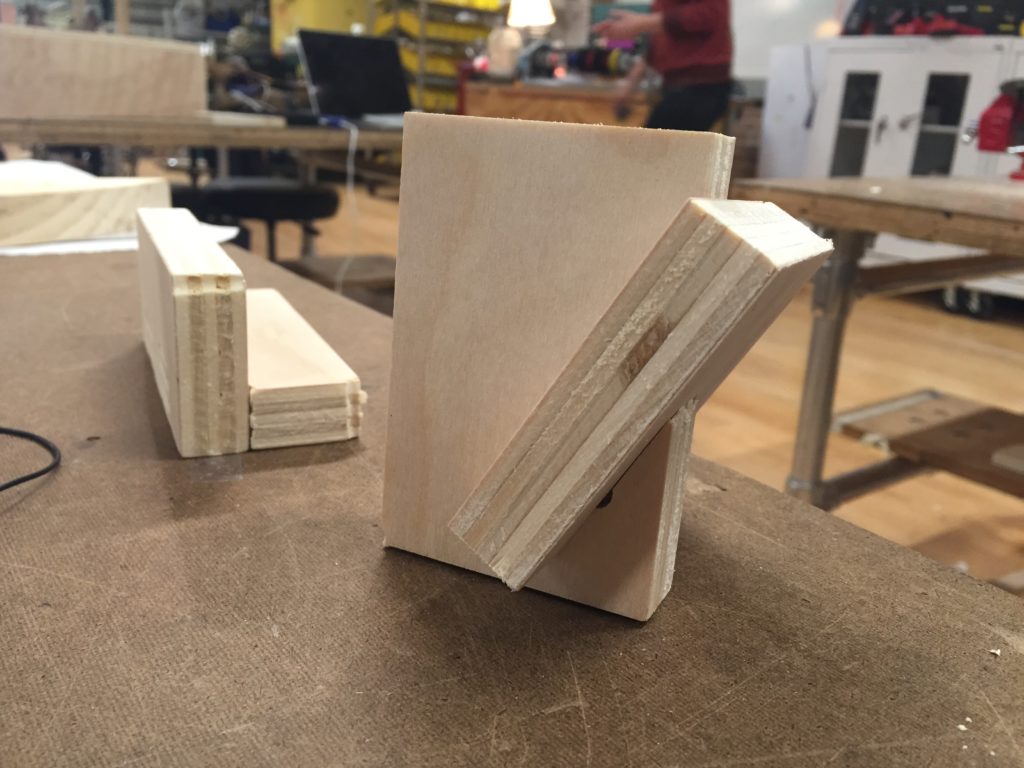
This is the second kind of joint I want to make, to connect the side board to the inner boards.

This time I used 0.01″ tolerance (0.73″ depth and 0.74″ hole) and it feels kind of loose. I think next time I’ll just try 0.005″.
Paper version for measuring size
Since I want to make it a real bookstand, I don’t want it to be either too big and too small; also I want to know how much wood I need to use.
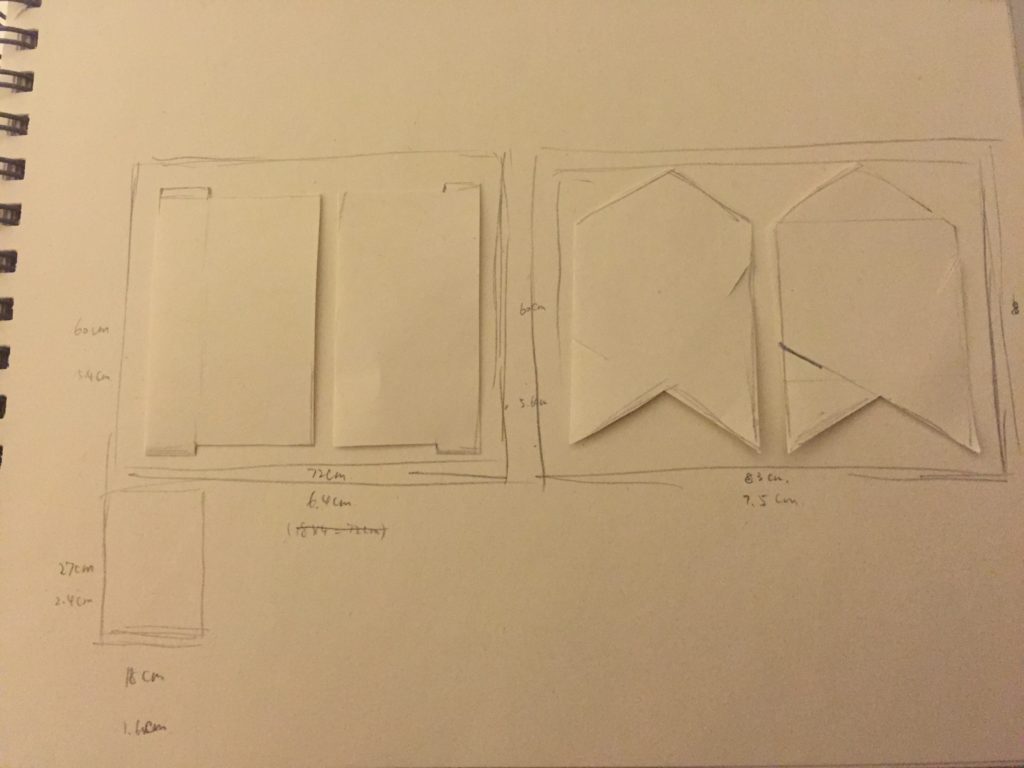
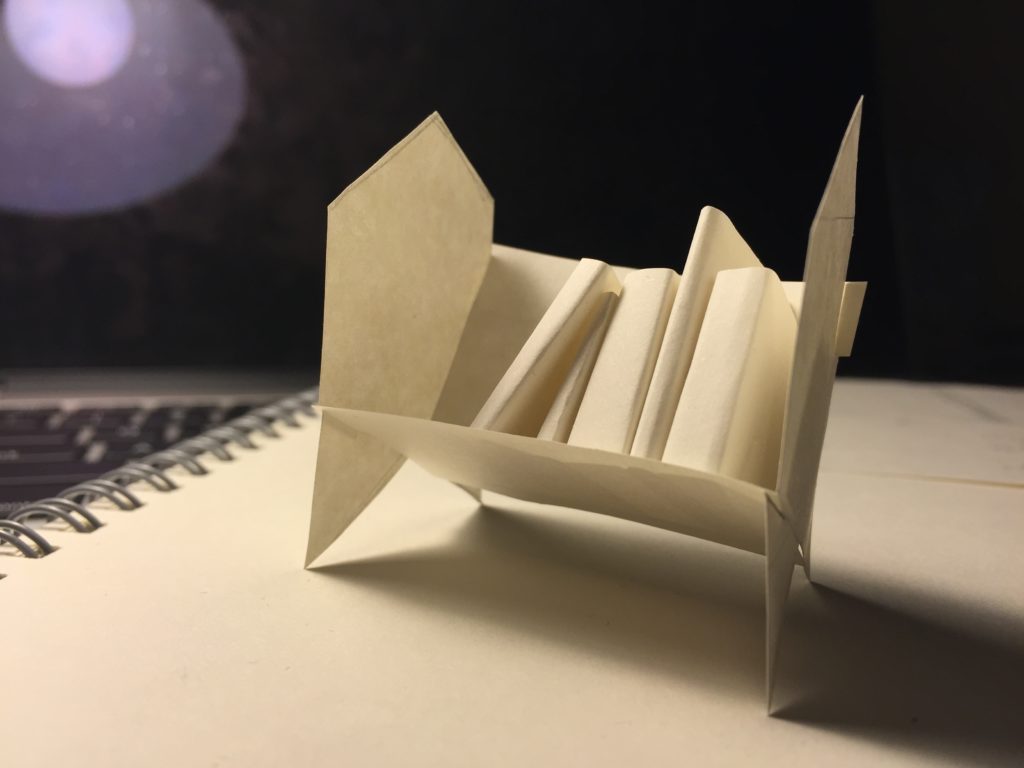
Kind of playful. I love it.
Final Result
Thinking about what I learned I created 0.005″ tolerance for every joint. And I also added some rounded corner to make it better.

It got scratched when I was cutting it down…I measured the depth to be around 0.70″ to 0.71″ but maybe I have set the cutout depth to be just 0.71″ so it’s not completely cut. Also maybe I have to screw the board more flat.
Thanks for Quest’s help I eventually sand the piece good.




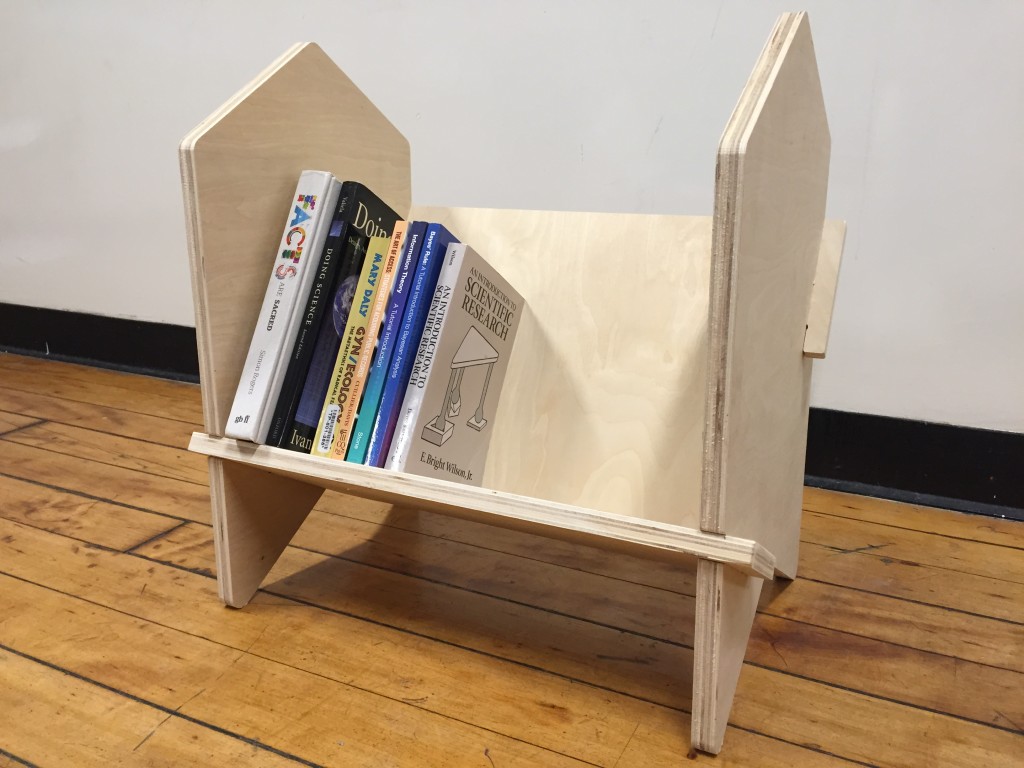
Finish! I’m so glad it fits perfectly everywhere.
[Week04] Joints
This week I tried to replicate the joints Ben showed us on class.
At last I got the result.
Even though it looks simple, it still turned out to be tricky.
This is the design file I used. Though I was told to make some tolerance, I have no idea how much should I leave…so I just make the inner and outer size exactly the same.

This is how it looks like: inner pocketing and outer contour.
I measured the wood as around 0.73″ – 0.74″ thick so I make the contour cutout depth to be 0.74″. And the pocketing I thought I take some value as 0.36″, which turned out to be a lot.

So it doesn’t seem to be perfectly fit with each other.
Also, watch out for some already cut pieces…Haven’t realized there was a hole below so I had to cut again.

Also by making no tolerance I had to sand the two pieces really hard to make them fit. But anyway it seems the CNC is precise enough so I only need to make a very tiny tolerance to get them comfortable.
I’m confident I can make it better the next time.
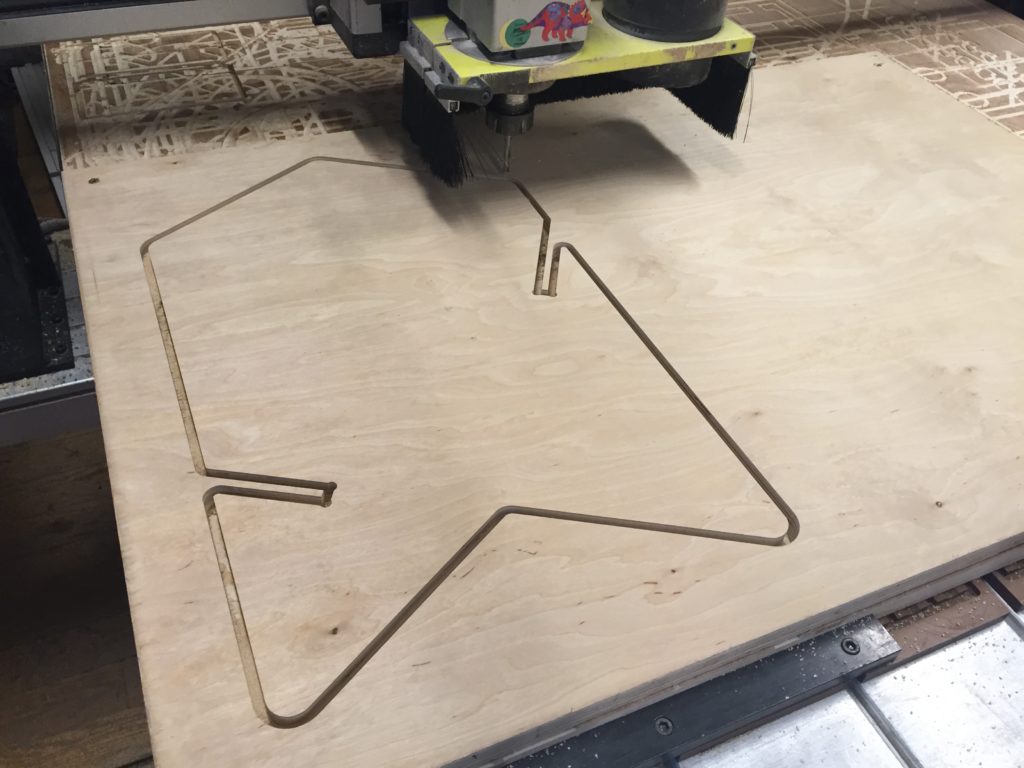
[Week03] CNC
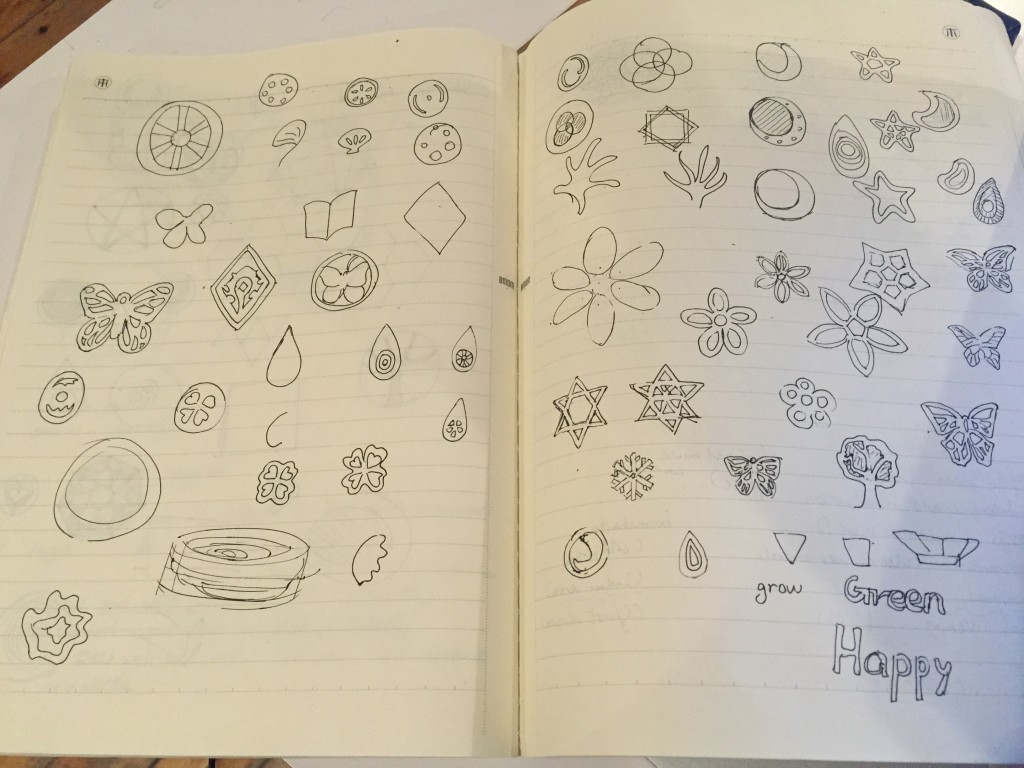
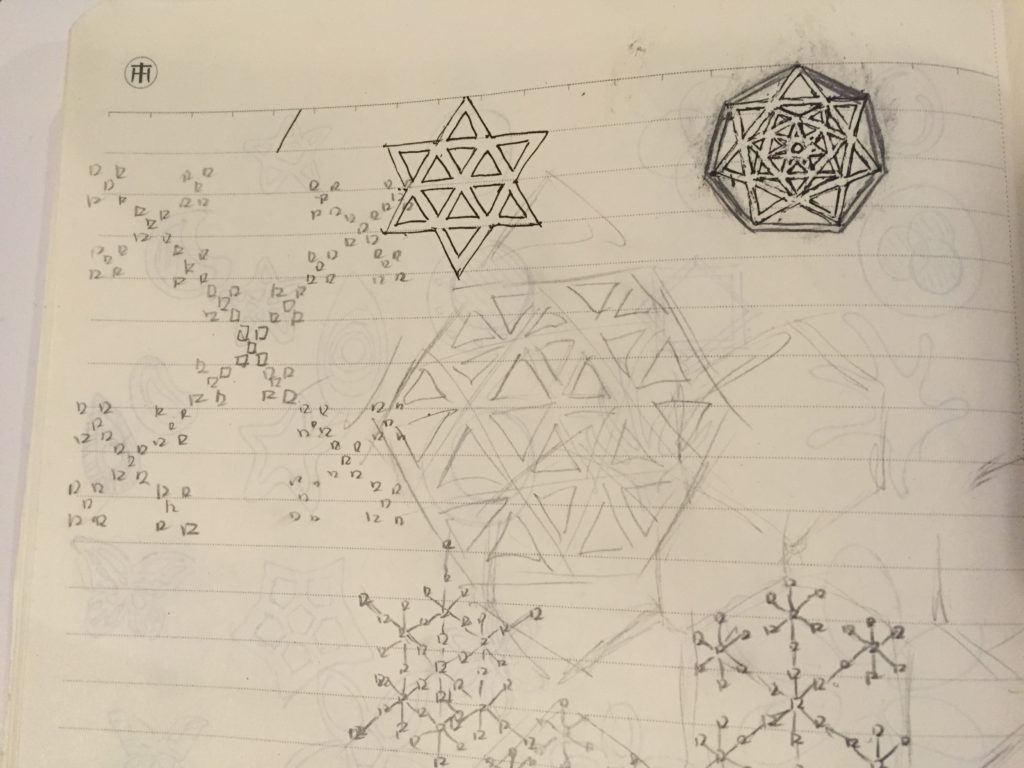
Inspirations




Drafts
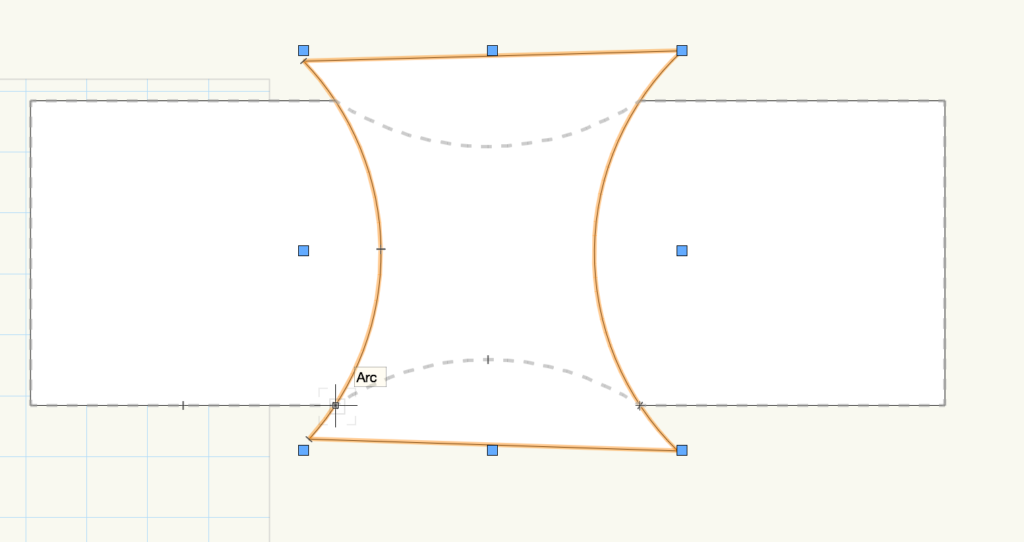
CAD with vectorworks
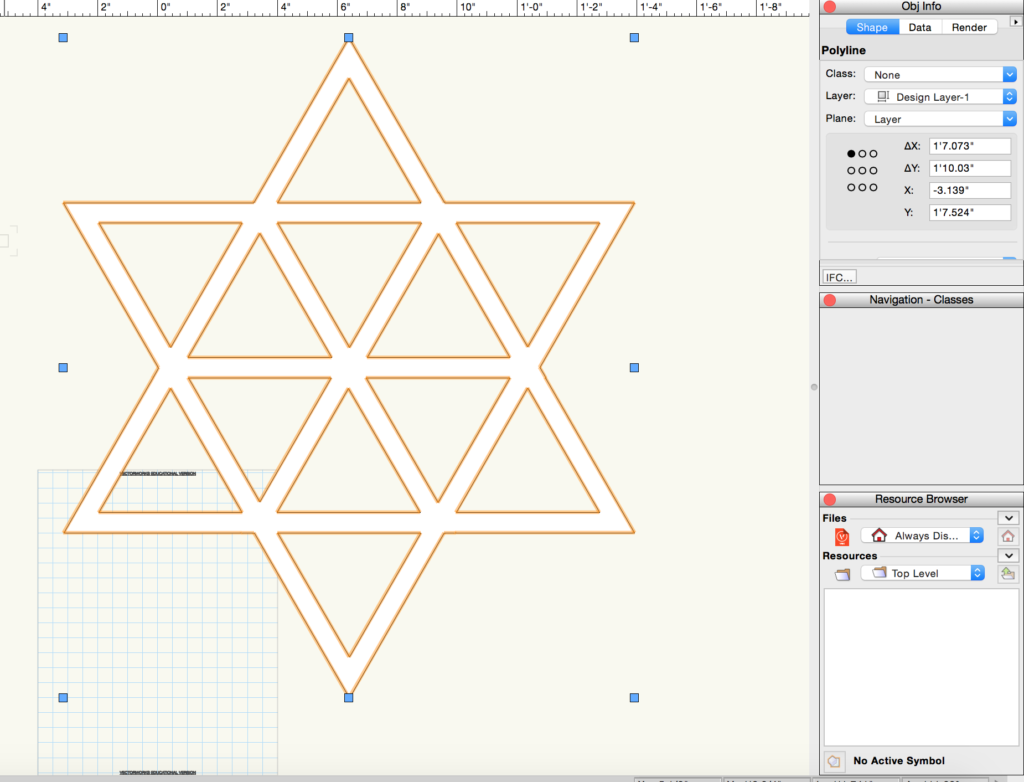
At first I made this pattern by replicating a bordered triangle again and again.
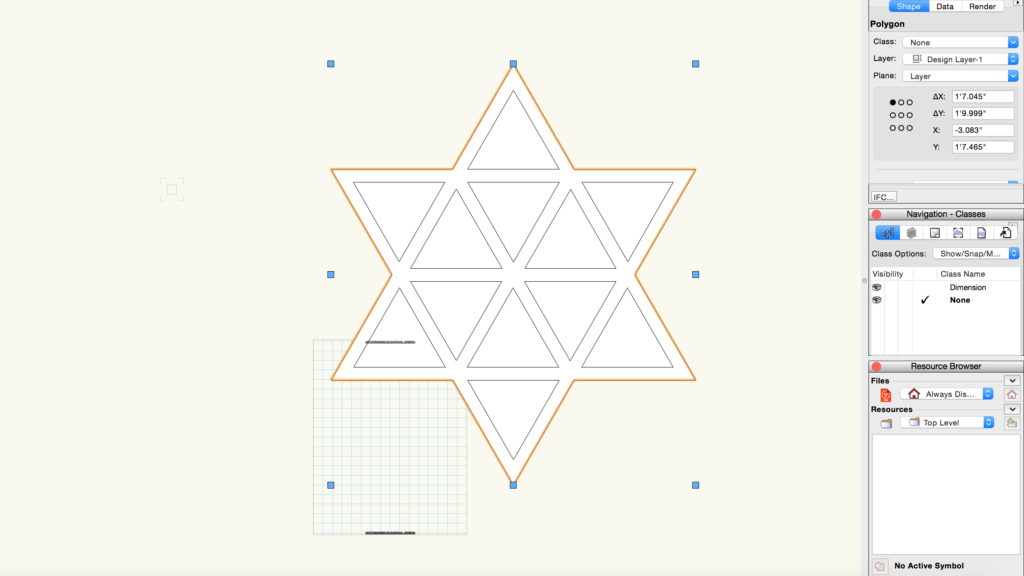
When it is finished I fear the CAM could not tell the difference cutting inward or outward. So I made another draft composed of 12 triangles inside and a whole star outside.
CAM
I happen to have a little problem using draft1(and maybe the process of CAM as well), cause I found CAM can only interpret the pattern as lines instead of triangles and star. So I used draft2, it still seemed cannot tell a triangle. I thought maybe because I grouped the whole figure together. When it is ungrouped into 12 triangles and a star, then the CAM can tell a whole triangle, and I continued using this draft for CNC.
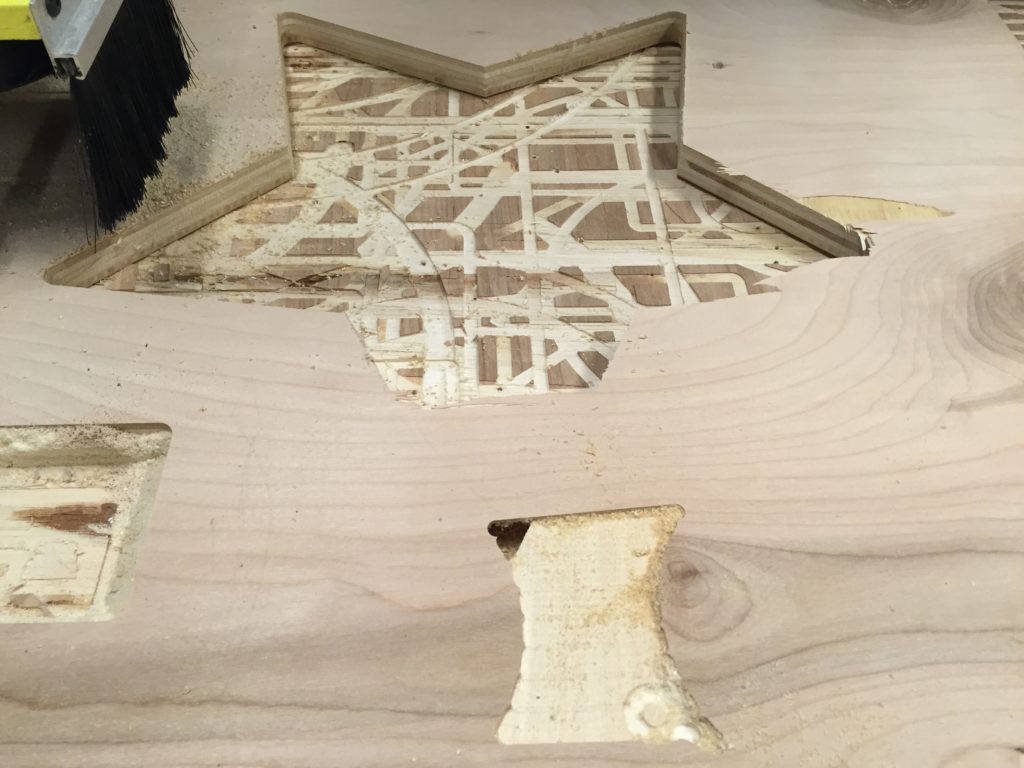
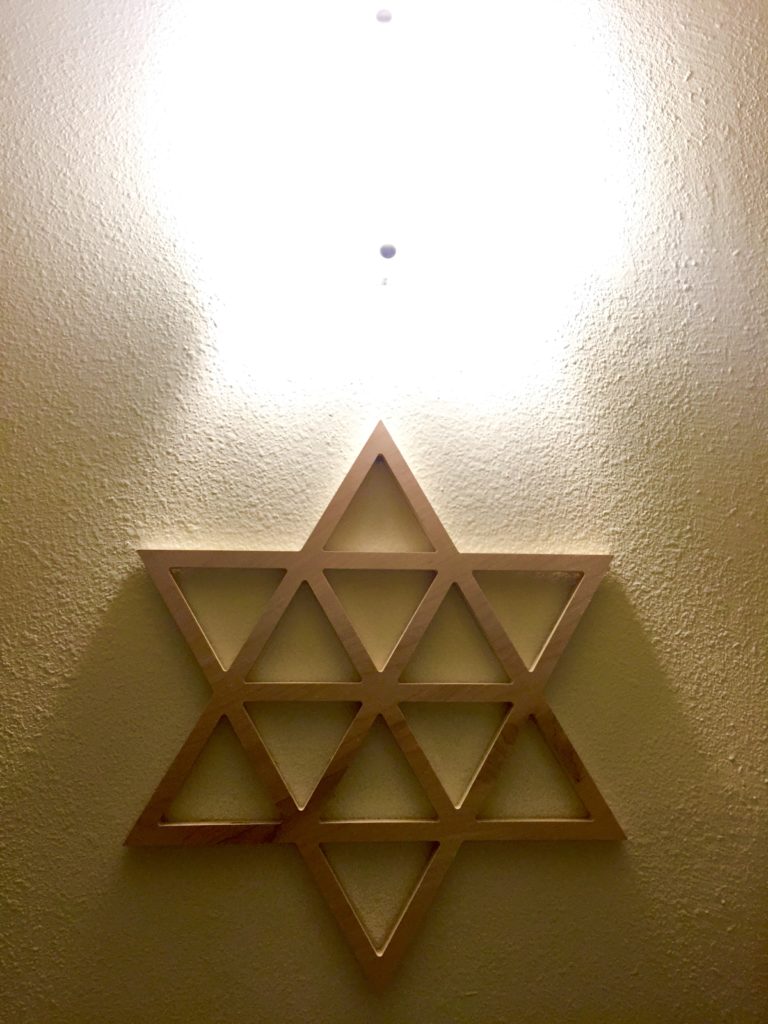
CNC


I used as much screws to make it steady. Sometimes screws can’t go all the way in and I need to get it out, push hard the plywood, then drive it in again.
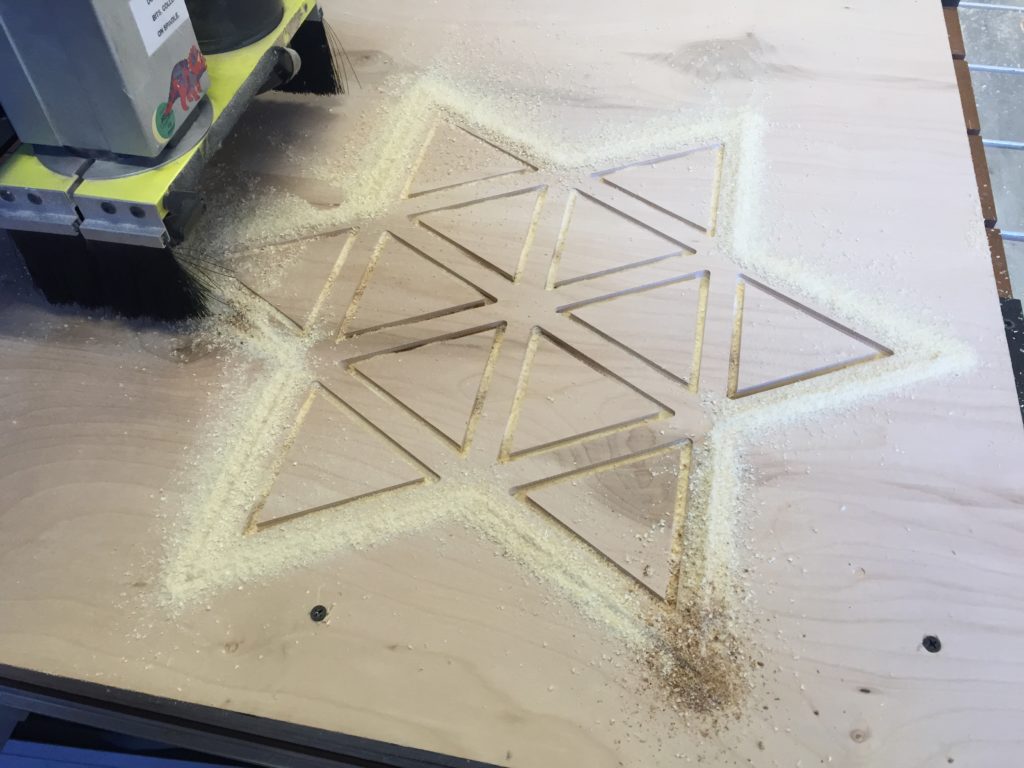

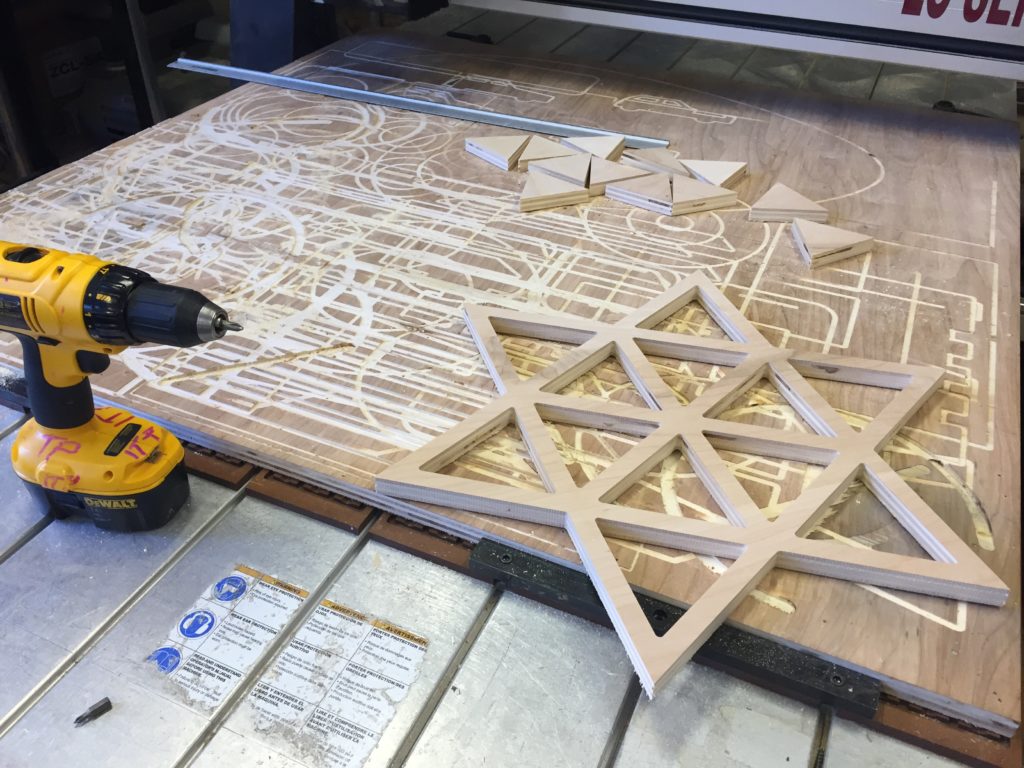
At last I hang it over the wall just below a light and I think the light effect super great.
[Week 02] Othermill

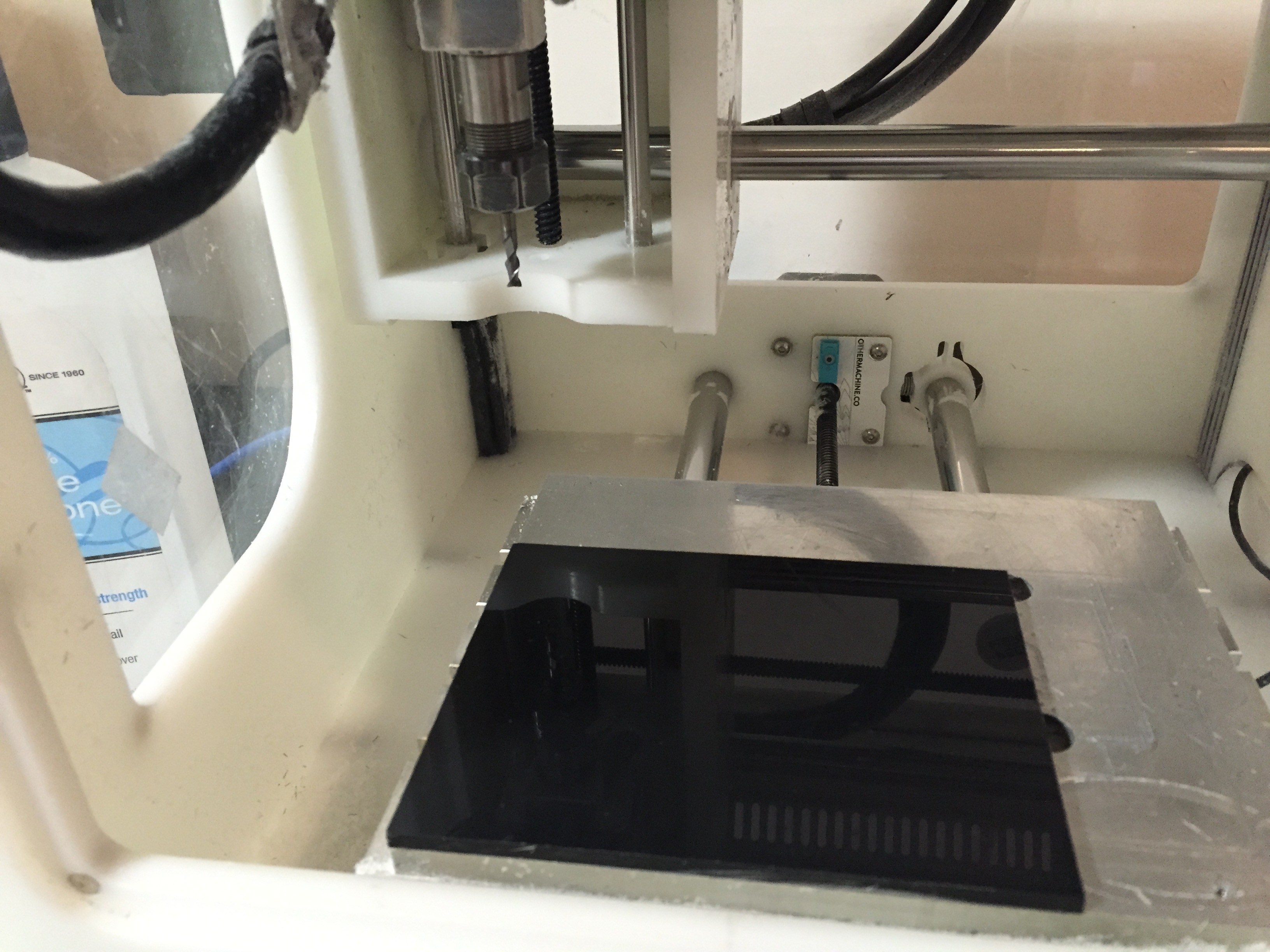
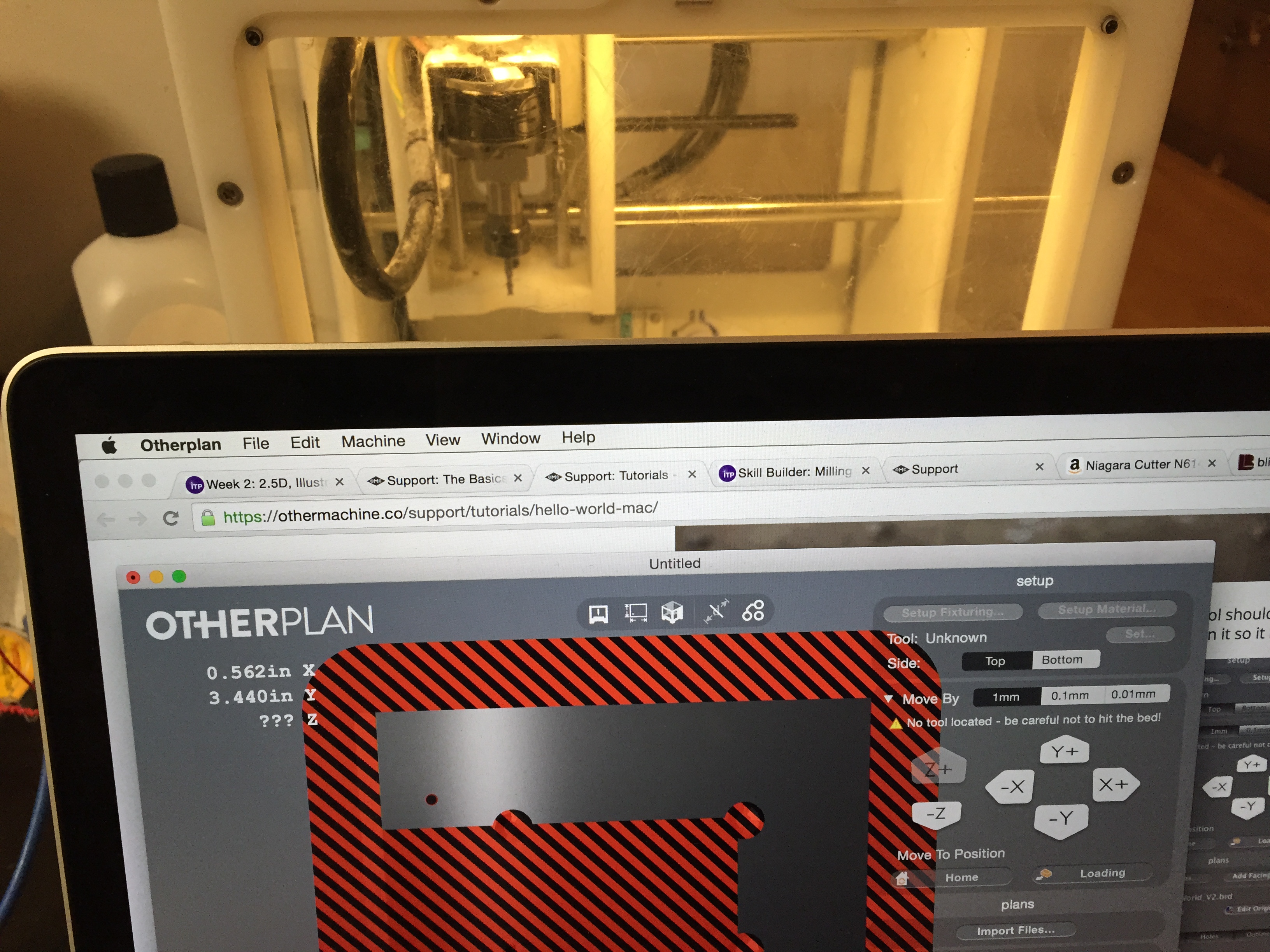



I love it.